It relies on X-rays or gamma radiations to penetrate weld without destroying them and detect any internal imperfections such as cracks, porosity, or other flaws that may not be visible to the naked eye. With the aid of digital radiography technology (Advanced x-ray technique), welds can be inspected in a quick and cost-effective manner.
Using X-ray inspection for welds is popular in industries such as aerospace, oil & gas, nuclear power plants and shipbuilding due to its accuracy when it comes to detecting potential defects.
X-ray produces permanent physical test results in the form of x-ray film or digital records in case of digital radiography.
How are welds x-rayed?
Welds are vital components in the construction of any metal item, from a bridge to a ship. To ensure welds are strong and defect free, final welding must be inspected for any possible flaws or defects, either internally or externally. X-ray testing of weld is one of the main reliable NDT methods applied to the welds.
X-raying welds is a common practice used in many industries because it allows inspectors to detect any anomalies that may compromise the integrity of the weld before it goes into service.
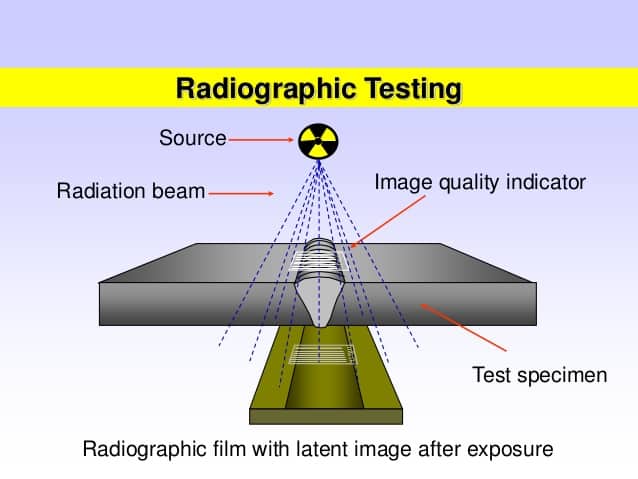
X-raying welds involves using an x-ray machine to take an image of the weld area and then analyzing that image for potential flaws.
Below the steps for x-ray inspection of the welds.
Below the steps for x-ray inspection of the welds.
Clean the part to be x-ray tested.
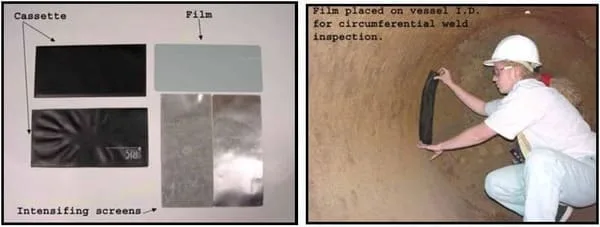
Place the film on back side of the part to be tested.
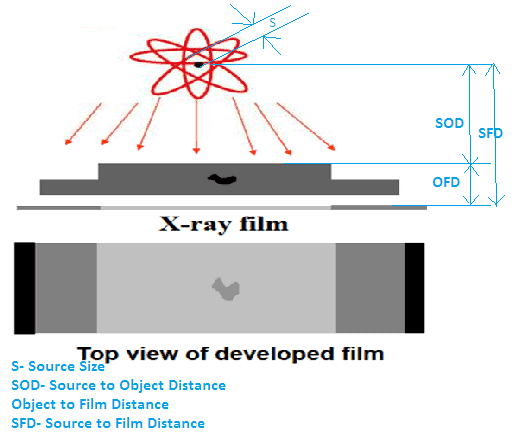
Calculate the source to film distance (SFD) as per machine Kv.
Apply the radiation for the film exposure duration.
After radiation is off, take out the film cassette.
Develop the film and dry it out.
Check the film for presence of any defect or imperfection.
Make the evaluation as per the acceptance standard.
X-ray works by passing electromagnetic radiation through a material and onto an image receptor. The intensity that passes through the material depends on its material thickness, and its density; therefore, different types of defects will create different patterns on the film.
Film intensity variation in X-ray film due to change in material Density
For example, a welding porosity, will reduce the density of the material and thus appear as a dark spot. (Remember, higher the brightness on film, thicker the density and vice-versa).
The inspector can look for several different types of defects such as porosity, lack of fusion, slag inclusion, undercut, or excessive reinforcement.
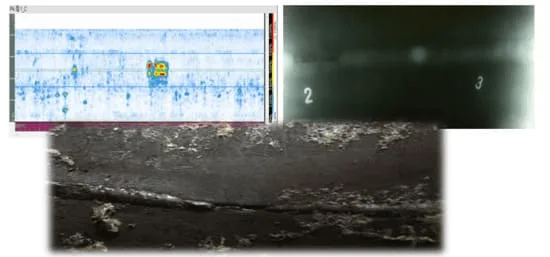
Top Left to right, PAUT scan of weld, X-ray image of same defect, bottom- Actual weld defect.
The technician will adjust multiple parameters such as exposure time and intensity based on factors like material thickness, weld size, and environment conditions. Once everything is set up properly, they can then take a radiograph of the weld to create an image which will display any discrepancies or inconsistencies in it.
X-rays can detect any defects or inconsistencies, so it’s essential that these welds are inspected in this manner. But can you actually x-ray a fillet weld?
The answer is yes! X-ray technology has come a long way since its inception and it now allows us to inspect all types of welding, including fillet welds.
but there are some considerations to keep in mind when doing so. First of all, the thickness of the material being inspected must be taken into account.
How are X-rays used to detect defects in welds?
As a non-destructive testing (NDT) technique, X-rays can be used to quickly and accurately analyze the integrity of welded structures that are often found in critical applications such as power plants and aerospace engineering.
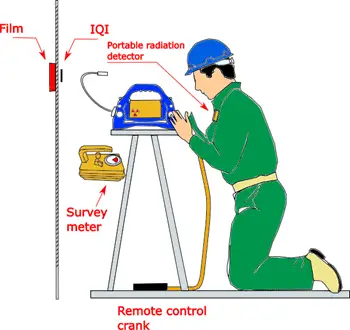
Placing Film on weld.
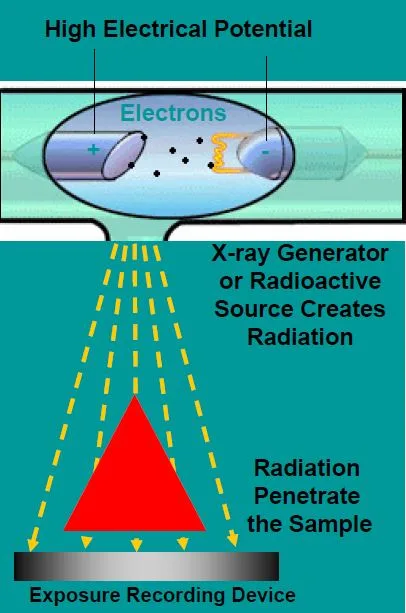
The process involves using a high energy radiation source to emit X-ray beams through the material being tested and then onto photographic film or digital detectors.
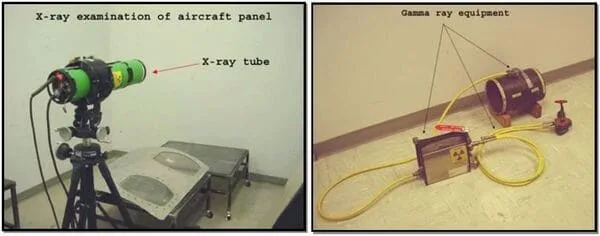
X-Ray machine and Gamma ray machines for weld testing
By analyzing the images produced by this process it is possible to detect any flaws, cracks or other anomalies that may exist within the welding structure.
The benefits of using X-ray technology over traditional methods of inspecting welds include speed and accuracy.
A single inspection can take just minutes compared with hours of manual visual inspections, while also providing detailed images which can be stored for future reference.
Pipe welding X-ray Inspection
Pipe welding X-ray inspection uses radiation to detect any defects or cracks in pipes that have been welding. This kind of inspection is essential, especially when dealing with piping systems that carry liquids and gases, as such pipelines must be able to withstand pressure and different environmental conditions without any leaks forming.
During this process, high frequency X-rays are passed through the welded area of the pipe. Any flaws that exist will then be detected via the use of a digital imaging system which will generate a picture of the inside surface structure within the pipes.
The advantage of using X-ray technology is its ability to identify even small defects in welds with great accuracy and precision.
To ensure accuracy, specialized instruments such as cameras and film recorders are used to capture images which can then be analyzed for any issues present in the welded area.
The analysis process includes reviewing both visible defects on the surface of the metal as well as any hidden issues deep within it.
X-ray weld inspection equipment is the preferred method of inspecting welding joints in a variety of industries, including aerospace and nuclear power.
This technology provides high accuracy and precision results to ensure that welds are free of defects. X-ray weld inspection equipment utilizes x-rays to detect cracks, voids, incomplete penetration, slag inclusion, and other common welding flaws. The process is non-destructive which means that the material being inspected does not need to be taken apart or cut open for testing.
The x-ray beam penetrates the material being tested allowing operators to analyze internal structures from various angles without damaging the integrity of the material. Additionally, by using digital imaging to capture detailed images it allows for easy storage and retrieval for future reference or comparison purposes.
X-ray Welding Inspection Codes
X-ray Welding Inspection is carried out according to the Codes and standards. These codes cover the x-ray inspection procedure, techniques and acceptance criteria in general.
The most commonly used x-ray weld inspection codes are:
ASME Section V,
AWS D1.1,
ISO 17636,
These above are the main codes & standards used for X-ray inspection. However, there are a number of different codes and standards covering different inspection techniques, materials and test equipment’s.
A List of ISO Standards used in X-ray testing (Radiography testing) can be found via this link.
Jiten Karmakar is an NDT Specialist, holding ASNT NDT Level III and ISO 9712 NDT Level III Qualifications. He is having vast hands-on practical and theoretical experience with all major NDT Methods and technique.
The salary for Weld X-Ray inspection in the US and Canada can vary depending on factors such as experience, location, and industry. In the US, the average salary for Weld X-Ray inspectors ranges from $45,000 to $85,000 per year. In Canada, the average salary for Weld X-Ray inspectors is typically between CAD 50,000 and CAD 80,000 per year.

")








What is Weld X Ray inspection Salary?
The salary for Weld X-Ray inspection in the US and Canada can vary depending on factors such as experience, location, and industry. In the US, the average salary for Weld X-Ray inspectors ranges from $45,000 to $85,000 per year. In Canada, the average salary for Weld X-Ray inspectors is typically between CAD 50,000 and CAD 80,000 per year.