Heat-affected Zone (HAZ in welding) is that portion of the base metal lying next to the fusion line of weld, which had not melted but whose mechanical properties or microstructures have been altered by the heat of welding.
The HAZ is exposed to an intricate welding thermal cycle (rapid heating and cooling after welding), where complete temperatures ranging from solidification line to ambient temperature are involved (considering a phase diagram). This result in vivid grain sizes, microstructures and properties in the tiny HAZ region.
Welding HAZ Structure
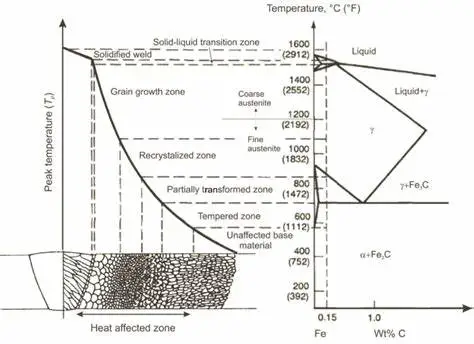
A typical HAZ in a carbon steel can be divided into four distinct regions according to the maximum temperature reached. These regions along with the pertinent iron-carbon phase diagram are shown in diagram below.
HAZ Region 1 (Grain Growth zone):
Region 1, which lies in contact with the fusion line was heated high into, the austenite temperature range and is therefore extremely coarse-grained.
It is normally a high hardness zone and, if the cooling rate is high enough, can readily transform to brittle martensite. This is the most potentially dangerous area of the HAZ.
HAZ Region 2 (Recrystallization zone)
Region 2 was heated slightly above A3 into, the fully austenitic range. It is normally fine-grained, of moderate hardness and not likely to transform to martensite.
HAZ Regions
HAZ Region 3 (Partially transformed zone)
Region 3 was heated between A2 and A3 i.e., partially, into the austenite range and thus acquires a mixed structure.
A small amount of martensite may form in it, if the cooling rate is high enough. It is usually not very hard and yet may be brittle if martensite is present.
HAZ Region 4 (Tempered zone)
Region 4 was not heated high enough to form martensite, but the welding heat has served to temper the metal to a soft condition.
Factors controlling HAZ Microstructure
The HAZ microstructure, is, determined by the composition of the steel and the welding thermal cycle.
The higher the carbon content, the harder and more susceptible to cracking will be the transformed HAZ microstructure.
A higher content of alloying elements will increase the hardenability, enabling a hardened HAZ, to be formed more readily; the particular alloying elements can also influence the susceptibility to cracking.
The cooling rate of the HAZ is dependent upon thickness of the plate, being welded (an increase of which increases the cooling rate), size of weld bead (process energy input) and preheat temperature (increase in both will decrease the cooling rate).
The HAZ hardness is usually a good indication of the presence of martensite and thus potential cracking. In a general way it can be stated that cracking rarely occurs when the HAZ hardness is 250 HV or less but is common as the HV approaches 450.
The maximum hardness that can be tolerated in the HAZ without hydrogen-induced cracking under given welding conditions is called critical hardness.
For carbon-manganese structural steels, a critical hardness of 350 HV has been suggested while welding with rutile electrodes, and 400 HV with basic well-dried hydrogen-controlled electrodes.
Assume you made three welds in a 25 mm thick 0.25% C steel plate that underwent three different thermal regimes.
The first weld was made without preheat and using low heat-input rate, thus prone to hard martensite formation in the HAZ. You can expect hardness in the range of 250 VHN.
The second weld was made with sufficient preheat to lower the cooling rate and eliminate martensite. You can expect hardness in the range of 220- 230 VHN.
The third plate was welded with preheat and was also post heated at 600° C to duplicate the stress-relief operation. You can expect hardness in the range less than 200 VHN.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.