Steel is an alloy of iron and carbon and is one of the most widely used materials in the world. Different Types of Heat Treatment processes are used to alter steel properties to meet a wide variety of applications, from construction to automotive manufacturing.
Heat treatment is an important step in the manufacturing process of steel. It is used to improve the properties of the metal, such as strength and toughness.
There are a variety of different heat treatments that can be used, depending on the desired results. For example, hardening, normalizing and tempering.
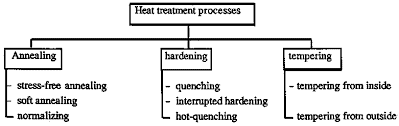
Usually, heat treatment processes can be divided into:
Annealing,
Hardening, and
Quenching/tempering.
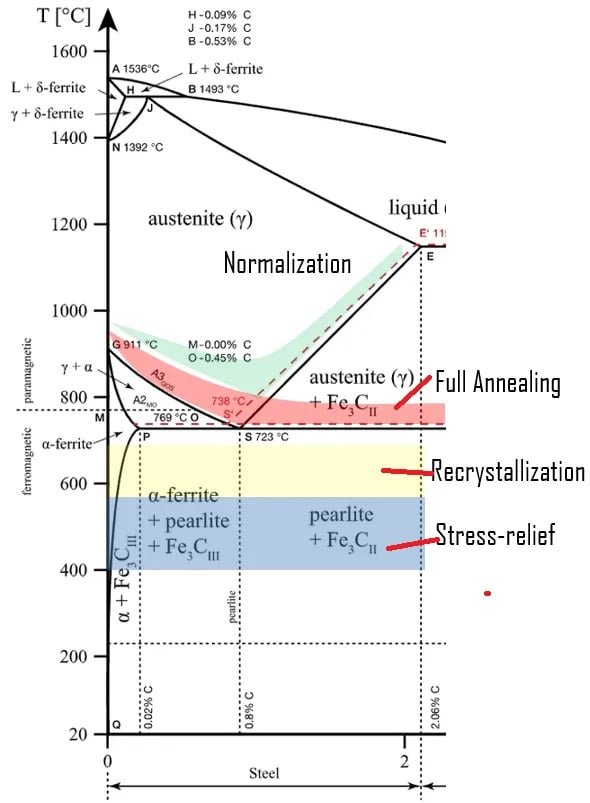
In this context, the Figure below features the characteristic temperature ranges for important heat treatment processes in the Fe-Fe3C (Iron-Carbon System) system.
Different types of heat treatment shown on simple Fe-C Phase Diagram
You will notice that the heat treatment temperature for various heat treatment processes is often dependent on the carbon content of the material.
For example, a normalizing temperature for 0.8% Carbon will be around 723 Degree Celsius and for steel, with 0.2% Carbon content will be approximately 850 Degree Celsius. So, carbon will be the main contributing factor to decide the heat treatment temperature.
Annealing is a method of heat treatment, in which a steel in whatever condition it may be to start with, is reheated to a temperature exceeding the upper limit of the critical range and cooled slowly. This may be done by putting off the furnace and allowing the steel to cool in the furnace.
What is Hardening?
Hardening is the process of making a metal harder. This can be done through heat treatment, cold work, or by adding impurities to the metal.
There are three steps in the hardening process:
Heating,
Cooling, and
Quenching.
Heating the metal to a high temperature is the first step in hardening. This raises the temperature of the metal so that it becomes more malleable. Heating the metal causes the molecules to vibrate and break apart the crystal structure of the metal. This makes the metal more ductile and easier to work with.
Quenching is the second step, which involves cooling the metal quickly in water or oil. This helps to further strengthen the crystal structure and make the metal harder.
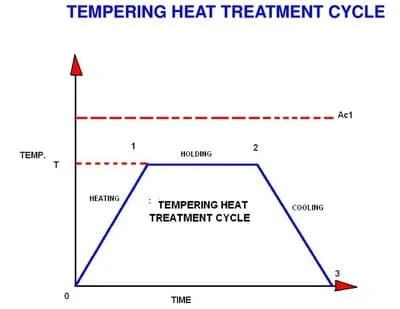
Finally, tempering is done to relieve some of the stress that was put on the metal during quenching.
Tempering is a heat treatment process that is used to improve the toughness of metals. This process increases the toughness (ductility) of the metal and makes it less brittle.
What is Quenching?
Quenching is a heat treatment process that involves heating a material to a high temperature and then cooling it rapidly.
The rapid cooling helps to harden the material, making it stronger and more durable. Quenching is often used on metals but can also be used on other materials such as glass and plastic.
Quenching is usually followed by tempering. This allows removal of residual stresses and improve material toughness.
What is Normalizing?
Normalizing is a method of heat treatment in which a steel, in whatever condition it may be to start with, is reheated to a temperature exceeding the upper limit of the critical range (i.e., above A3 point) and cooled freely in air.
Normalizing means heating a steel to a temperature of about 55° C above the AC1, i.e., above the upper critical line of the iron-iron carbide phase diagram followed by cooling in still or lightly agitated air.
Normalizing is done for various reasons including grain-structure refinement, homogenization, removal of residual stresses and improved machinability.
The rate of heating in the normalizing process is not critical, except in the case of parts having great variation in section size. Time at the maximum temperature is critical, only in that it must be sufficient to dissolve the carbides, if present, and/or for movement of alloy atoms to obtain a desired final structure.
The rate of cooling can be suitably controlled to obtain the desired strength and hardness, bearing in mind that the higher cooling rates result in higher strength and hardness and lower cooling rates result in lower strength and softness.
For plain carbon steels, the normalizing temperatures range between 915°C and 860°C; the actual temperature decreases with increasing carbon content. For alloy steels they range between 925 and 870°C.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.