Solidification cracking, also known as hot cracking, is a type of weld cracking that occurs during the solidification of a weld.
It is a common issue in welding and is caused by the contraction of a weld as it solidifies, creating tensile stresses in the material that can lead to cracking.
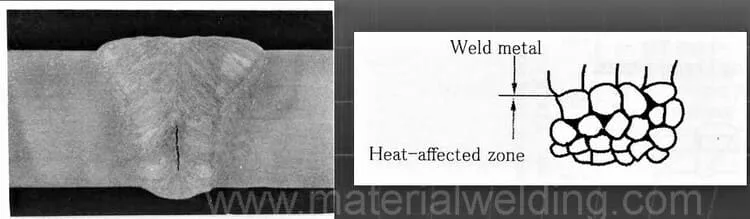
This type of cracking is particularly prevalent in high-alloy and high-strength steels, and can occur both in the weld metal and in the heat-affected zone of the base metal.
How Solidification Cracking occurs?
Solidification cracking occurs when the cooling rate of the weld metal is too fast, causing the weld to solidify before the contraction of the metal can be accommodated.
As the weld solidifies and shrinks, tensile stresses are generated in the metal that can cause cracking.
The rapid cooling can be caused by a number of factors, including:
High cooling rates in the weld metal, which can be caused by high welding speeds, high travel speeds, or high currents.
High cooling rates in the surrounding base metal, which can be caused by high thermal conductivity, large cross-sectional areas, or high restraint.
Incompatible thermal expansion coefficients between the weld metal and the base metal.
Improper welding techniques, such as using the wrong filler metal or welding at the wrong temperature.
How to prevent Solidification Cracking?
There are several ways to prevent solidification cracking in welding, including:
Controlling the cooling rate of the weld: This can be achieved by slowing the welding speed, reducing the travel speed, or decreasing the current. Additionally, preheating the base metal or using post-weld heat treatment can help slow the cooling rate and reduce the stress generated in the metal.
Using proper welding techniques: This includes selecting the correct filler metal, welding at the correct temperature, and ensuring proper joint preparation.
Managing restraint: This includes reducing the amount of restraint on the welded joint by using proper joint design and welding techniques, such as using backstep welding or using a low-hydrogen welding process.
Using appropriate filler metal: The filler metal should have similar properties to the base metal, such as similar thermal expansion coefficients.
Selecting the right welding process: Some welding processes, such as gas tungsten arc welding (GTAW) and gas metal arc welding (GMAW) are less prone to solidification cracking than others, such as submerged arc welding (SAW).
Using proper welding parameters: This includes maintaining the correct heat input, travel speed, and wire feed rate.
Liquation cracking, also known as eutectic cracking, is a type of cracking that occurs in certain types of alloys, particularly those that contain multiple phases with different melting points.
It is caused by the liquidation of one phase before the other during the cooling process.
This results in the formation of a liquid-rich region within the solid alloy that is surrounded by a solid-rich region.
The liquid-rich region contracts more than the solid-rich region as it solidifies, resulting in high residual stresses and cracking.
Liquation cracking is most commonly found in alloys that contain eutectic compositions, which are alloys that have a specific composition that results in the lowest possible melting point.
It is also common in alloys that have a peritectic composition, which is an alloy that has a composition that results in a liquid phase and a solid phase coexisting at a specific temperature.
How Liquation Cracking occurs?
Liquation cracking occurs when an alloy containing multiple phases with different melting points is cooled at a rate that is too fast.
As the alloy cools, one phase will solidify before the other.
This results in the formation of a liquid-rich region within the solid alloy that is surrounded by a solid-rich region.
The liquid-rich region contracts more than the solid-rich region as it solidifies, creating high residual stresses and cracking.
When an alloy is heated above its melting point, the various phases present in the alloy will melt at their respective temperatures.
As the alloy cools, the different phases begin to solidify at their specific temperatures. If the cooling rate is too fast, the temperature of the alloy may drop below the solidus temperature of one of the phases before the other phase solidifies.
This causes the solidification to occur in two steps: the first phase solidifies and the second one liquidates.
The liquid phase that forms as a result of liquation has a higher volume than the solid phase, leading to a high internal stress, which can cause cracking.
Liquation cracking is most commonly found in alloys that contain eutectic compositions, which are alloys that have a specific composition that results in the lowest possible melting point.
It is also common in alloys that have a peritectic composition, which is an alloy that has a composition that results in a liquid phase and a solid phase coexisting at a specific temperature.
The alloy composition, the welding conditions, and the cooling rate are the main factors that can affect liquation cracking.
High cooling rate, high restraint and improper welding techniques can increase the risk of liquation cracking.
How to prevent Liquation Cracking?
There are several ways to prevent liquation cracking, including:
Using appropriate filler metal: The filler metal should have similar properties to the base metal, such as similar thermal expansion coefficients.
Properly selecting the alloy: Avoiding alloys that have a eutectic or peritectic composition can also prevent liquation cracking.
What is Hot Cracking?
Hot cracking, also known as solidification cracking or thermal cracking, is a type of cracking that occurs in a welded joint during the solidification of the weld metal.
It is caused by the contraction of the weld as it cools and solidifies, which creates tensile stresses in the material that can lead to cracking.
This type of cracking is particularly prevalent in high-alloy and high-strength steels and can occur in both the weld metal and the heat-affected zone of the base metal.
Hot cracking can occur in various welding processes like Gas Tungsten Arc Welding (GTAW), Gas Metal Arc Welding (GMAW), Shielded Metal Arc Welding (SMAW) and others.
Hot cracking can be caused by a number of factors, including high cooling rates, welding parameters, improper welding techniques, and the properties of the base metal and filler metal.
Hot cracking can be prevented by controlling the cooling rate of the weld, using proper welding techniques, and by using appropriate filler metal and welding parameters.
Difference between hot cracking and cold cracking
Hot cracking and cold cracking are both types of welding cracking that can occur in a welded joint, but they are caused by different mechanisms and happen under different conditions.
Hot cracking, also known as solidification cracking or thermal cracking, occurs during the solidification of the weld metal.
It is caused by the contraction of the weld as it cools and solidifies, which creates tensile stresses in the material that can lead to cracking.
Cold cracking occurs after the weld metal has cooled and solidified. Hydrogen cracking is a specific type of cold cracking that is caused by the presence of hydrogen in the weld metal or heat-affected zone.
Hydrogen can be introduced into the weld metal through various sources, such as water vapor in the air, oil or grease on the surface of the metal, or through the use of certain types of welding consumables.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.