Welders use a variety of techniques to produce welds. The most common techniques are leftward and rightward welding.
LW/RW welding techniques are founded basis on gas welding and later used with other welding techniques. The leftward technique is used more often because it is less likely to cause burn-through.
There are two welding techniques or methods used for making welds based on the welding direction:
Leftward or Forehand welding Technique
Rightward or Backhand welding Technique
The prime difference between Leftward and rightward welding is their approach or the way the torch is moved and handled during the welding process as explained in this article.
Leftward or Forehand Welding Technique
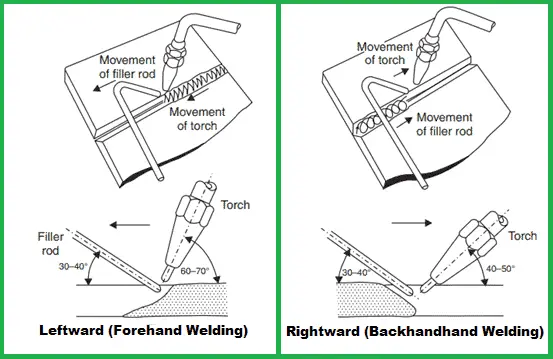
In Leftward Welding, the welder holds the welding rod in the left hand and the welding torch in the right hand.
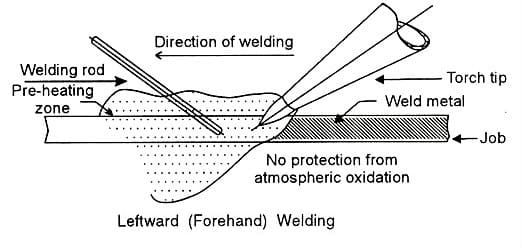
Here, the flame points in the direction of welding when welding. The welding rod is moved in a dabbing manner. The welding torch follows the welding rod. It can be used for workpieces with a thickness of up to 3mm and produces a smooth or slightly rippled seam surface.
The welder guides the welding torch in a straight line and moves the welding rod in a dabbing action (the welding torch follows the welding rod).
To weld using the leftward technique, hold the welding rod in your left hand and use your right hand to guide the welding torch.
The welding is started from the right side towards the left side. The welding torch follows the welding filler wire & heat is directed away from the finished weld to the area to be welded thus giving clean and neat welds.
The leftward technique is used for welding thin plates usually less than 6 mm or 0.25 inches.
Advantages: Smooth or only slightly scaled weld surface; favorable use up to 3 mm workpiece thickness. Disadvantages: Easily molded weld pool, complete fusion difficult to control & neat welds.
In rightward Welding, the welder guides the welding torch in a straight line and moves the rod in a circular motion (the welding rod follows the welding torch).
The welder holds the welding rod in the left hand and the welding torch in the right hand while moving the welding torch from the left to the right direction.
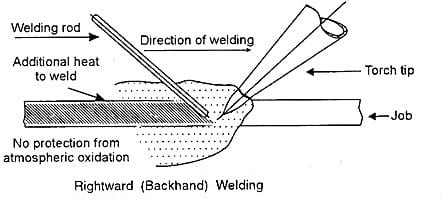
As we can see in the below picture, welding starts from the left side and finish on the right side. The torch heat is directed towards the finished weld, so the weld appearance usually has temper colors. The welding direction is opposite to the leftward welding technique.
The Rightward welding technique gives keyhole welding and is thus suitable for welding thick plates more than 6 mm without any groove preparation.
In the Rightward welding technique, the flame is aimed at the weld pool and in the direction of the finished seam.
High-quality weld seams with more than 3 mm thick steel are securely welded through. The welding rod is lifted “behind” the welding flame. The welding flame is held still while the welding rod is moved around the weld pool with oval movements.
Advantages of Rightward or Backhand Welding Technique:
Disadvantages of Rightward or Backhand Welding Technique:
Difficult to use below 3 mm workpiece thickness.
High requirement for the manual skill of the welder.
Difference between leftward and rightward welding techniques
The two most common welding techniques are leftward and rightward welding. each technique has its own advantages and disadvantages.
Leftward welding is a welding technique where the welder starts at the right corner of the joint and welds down to the left corner.
This technique is often used for thin metal sheets because it provides good penetration and creates a strong weld. However, leftward welding can be difficult to control and can create unwanted weld pool.
Rightward welding is a welding technique where the welder starts at the left corner of the joint and welds down to the right corner as explained above.
This technique is often used for thicker metal sheets because it provides less penetration but creates a more aesthetically pleasing weld.
Leftward welding is typically used for thinner materials, as it produces a narrower and more focused weld bead. This makes it ideal for precise applications where a wider bead would not be desired.
Rightward welding, on the other hand, is best suited for thicker materials. This is because rightward welding produces a wider and more powerful weld bead that can penetrate deeper into the material.
Joint Preparation for Gas Welding
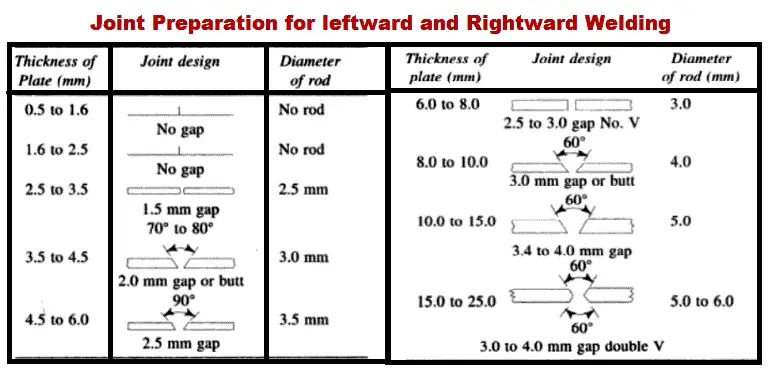
The type of joints such as square or groove welds can be decided by the type of gas welding technique used. For example, leftward welding is suitable for thin plates but requires groove preparation for 2 to 6 mm thickness.
While rightward welding technique can be used without groove preparation for higher thickness too. The below table shows the recommended welding joint preparation for gas welding.
Gas Welding Techniques
To make a welding joint using gas welding, First, you need to have the right equipment. This includes a welding torch, gas cylinders, and welding rod.
Second, you need to know the right techniques. Here are a few gas welding techniques that will help you get started:
Leftward or also called Forward Welding
Rightward or also called Backward Welding
Vertical WeldingTechnique
Linde WeldingTechnique
In terms of gas welding processes, Gas Welding Techniques are further classified as:
Oxy-acetylene welding advantages and disadvantages
There are many advantages of oxy-acetylene welding over other methods of welding.
First, it is very versatile and can be used on a variety of metals. Second, it is relatively easy to learn and use.
Third, oxy-acetylene welding is less likely to cause metal distortion than other methods. Fourth, it produces very little smoke and fumes. Fifth, it is relatively safe when used properly.
There are also some disadvantages to oxy-acetylene welding. First, it requires a steady hand and a lot of practice to master.
Second, it can be dangerous if not used properly due to the risk of fire and explosion.
Third, it is not as strong as some other welding methods. Fourth, it can be expensive to set up an oxy-acetylene welding rig. Fifth, it produces a lot of heat which can be difficult to control.
Conclusion
In conclusion, leftward welding and rightward welding techniques are two different methods that can be used to weld metal.
Each technique has its own advantages and disadvantages, which should be considered when choosing a welding method. Leftward welding is often used for thin metal, while rightward welding is better suited for thicker metal.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.