AR500 is a high-strength, low-alloy steel that offers great weldability, formability, and toughness. Often used in construction and mining applications, it can also be found in a variety of other industries.
‘AR’ means: Abrasion Resistant. So, AR500 is an Abrasion Resistant Steel. Other AR steels are AR200, AR400 and AR500. The last number refer to the material hardness in Brinell scale. For example:
AR 500 means:
AR: Abrasion Resistant
500: hardness in Brinell (HB)
Thanks to its strength, AR500 steel is often used in material handling equipment’s (excavators, buckets, miners) applications.
It is also popular in the manufacture of shooting targets, as it can withstand high levels of wear and impact.
AR500 steel chemical composition
AR500 is a kind of high carbon alloy steel that contains about 0.3% C and 0.7% Si, 1.6% Mn, 1.5%Cr and 1.5% Ni. As a result, it has good wear resistance and impact properties.
C%
0.31 max.
Mn%
0.95 max.
P%
0.025 max.
S%
0.005 max.
Si%
0.65 max.
Cr%
0.75 max.
Ni%
1.00 max.
Mo%
0.75 max.
B%
0.003 max.
AR 500 Mechanical Properties
AR 500 is a high hardness steel having a hardness level of 475- 525 BHN level. The tensile strength of AR500 steel is 225 Ksi and Yield Strength is approximately 200 Ksi. The percentage elongation of AR500 is 12%.
AR500 steel is an abrasion resistant steel with a hardness of 500 HBW. It has a good weldability and can be used in a variety of applications that require high wear resistance.
The main weldability issues are:
Hydrogen Cracking
Stress Cracking
Control of hardness
Maintaining the weld & HAZ toughness
AR500 steels are typically used in applications where high wear resistance is required, such as in excavator buckets, crusher liners, and wear plates.
This steel can also be used in other high abrasion applications such as shot blasting equipment and chutes.
welding AR500 steel is not difficult, but there are a few things to keep in mind. First, this steel must be preheated before welding to avoid cracking.
Second, use low heat when welding to prevent the formation of hard spots. Finally, post-weld heat treatment is recommended to relieve stress and improve the properties of the weldment.
Welding Rod for AR500 material welding
Welding AR300, AR400 and AR500 can be carried out using stick welding, TIG, MIG and FCAW Welding processes.
Commonly used welding rod for AR300, AR400 and AR500 welding are:
E7018H4
E9018
ER70-S2
ER70S-3
ER70S-6
E71T-1
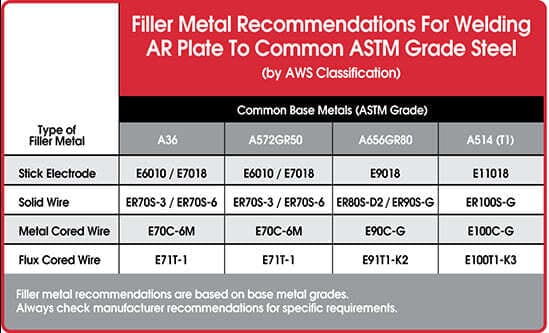
Welding AR300, AR400 and AR500 to Carbon steel grades A36, A 572, A656 Gr 80 and A 514 shall be carried out using:
E7018
ER70S-6
E9018-D2
E11018-D2
E71T-1C
E91T1-K2
E100T1-K3
Refer below table for detailed filler metal rod selection for Welding AR500 steel.
Welding Preheat for AR500 Steel Welding
Welding AR500 steel presents several challenges that are not found when welding mild steel. The first and most important is to never weld cold.
The hardness of the material requires a preheat temperature of at least 250- 400 degrees Fahrenheit. If the metal is not preheated, the weld will eventually crack due to high stresses.
Another challenge is dealing with the high amount of carbon in AR500 steel. This can cause what is known as Hydrogen Cracking, where the metal cracks when it cools.
To avoid this, use a low hydrogen welding rod or electrode and make sure you bake stick welding rods before use.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.






 Properties")

