This article guide you on How to Weld Hastelloy C276, and C276 to Carbon Steel, select the right welding rod- Filler wire for welding, C276 chemical-mechanical properties, weldability issues, preheating & posting for C276 alloy.
Alloy C276 features
INCONEL alloy C-276 (UNS N10276/ W. Nr. 2.4819) is a Ni-Mo-Cr-based alloy with added Tungsten that provides very well resistant to corrosion in many different service conditions. Hastelloy is the Trademark of Haynes International.
Corrosion resistance to pitting corrosion ( a form of localized corrosion) is improved by the addition of molybdenum in alloy C276.
Carbide precipitation is reduced due to low carbon in the alloy which could occur during welding and hence improve the intergranular corrosion resistance of alloy C276 after welding in HAZ and welding area.
Material Availability forms & Material specifications for Hastelloy C276
Hastelloy Alloy C276 is available in various forms such as plate, pipe, bar & fittings, etc.
The UNS Number of Alloy C276 is N10276. The P-Number for C276 is P No. 43 for welding & P-Number 111 for Brazing. Being a non-ferrous metal, there is no Group Number for C276 Alloy.
The mainly used material specification for this alloy are given in the table below.
Material specification for C-276 alloy
Chemical composition of Hastelloy C276
The chemical properties of the Hastelloy C276 material are given in the below table.
Chemical composition of Hastelloy C276
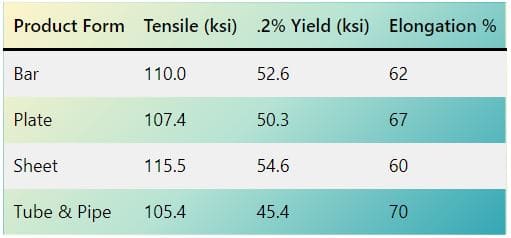
Mechanical properties of Hastelloy C276
The mechanical properties of the Hastelloy C276 material are given in the below table.
Mechanical properties of Hastelloy C276
Weldability of Hastelloy C276
Alloy C-276 welding rods are available in the market to match the base material metallurgy. They provide a weld deposit having similar base material chemistry.
The classification of the welding rod is ERNiCrMo-4 as per specification AWS A5.14. ERNiCrMo-4 is a Low Carbon Nickel-Chromium-Molybdenum welding rod. F-Number for ERNiCrMo-4 is F-Number 43.
The mechanical properties of ENiCrMo-4 or ERNiCrMo-4 weld deposit are given in the below table:
Tensile Strength, Ksi (MPa)
Yield Strength, Ksi (MPa)
%Elongation
100 (690)
80 (550)
25
Stick welding (SMAW) of Hastelloy C276 is carried out using the rod ENiCrMo-4. Stick welding (SMAW) rod classification is ENiCrMo-4 as per specification AWS A 5.11.
Welding electrode/ filler wire for welding Hastelloy C276 to Carbon steel or stainless steel
Use ENiCrMo-4 or ERNiCrMo-4 for dissimilar welding of Hastelloy C276 to Carbon steel or stainless steel material using Stick Welding (SMAW) process.
When depositing weld overlay of C276 on carbon steel, care shall be taken to ensure minimal dilution so save the costly consumables. The barrier layer should be deposited with a diameter of 2.5 mm followed by the weld depositing using 3.15 mm or 4 mm electrodes.
In-service weld overlay repairs of C276 weld deposits have reported weld cracking. To avoid these cracking, ensure the weld area is clean from any foreign particles, especially copper, which can transfer to the material when using copper-coated gouging electrodes. The use of stringer beads along with low heat input is beneficial.
Welding electrode/ filler wire for welding Hastelloy C276 to 316 Stainless Steel
Stick or SMAW Welding of SS316 to Hastelloy C276 shall be carried out with ENiCrMo-4. TIG or MIG welding can be done using ERNiCrMo-4.
For new material, not much precaution is required. Although it’s advised to use low heat input and stringer beads to minimize the weld dilution.
Preheating & Interpass temperature for welding of Hastelloy C276
Welding preheat is not required for C276 welding. Interpass temperature during welding shall be kept low to have a stable microstructure. As the microstructure is predominately austenitic base, PWHT is also not applied for Hastelloy C276 welds.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.