Distortion in welding is a change in material shape due to high thermal stresses that cause plastic deformation in material. Stresses usually above yield strength of the material causes permanent deformation as welding distortion.
Welding distortion is a common problem that occurs when two materials are joined together. The heat from the welding process can cause the materials to expand and contract at different rates, which can lead to warping or distortion.
Distortion is a common problem in welding, and can lead to welding defects such as cracking, warping, and buckling. The welding heat results in following distortion conditions:
Thermal distortion,
Shrinkage distortion, and
Residual stress distortion.
There are many factors that can contribute to welding distortion, including:
-The type of welding process being used
-The weld joint design
-The materials being welded
-The thickness of the materials being welded
-The amount of heat input during welding
Welding distortion can be controlled through careful planning and execution of the welding process. By understanding the factors that contribute to distortion, welders can take steps to minimize its effects.
Types of Welding Distortion
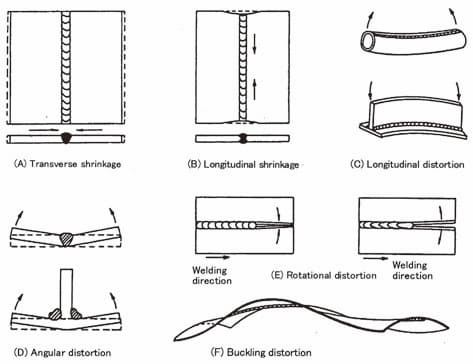
Welding distortion is an unavoidable phenomenon that can occur during the welding process. There are four main types of welding distortion:
Linear or Longitudinal Distortion,
Transverse Distortion
angular Distortion,
Buckling
Bowing and dishing
Warp or twist Distortion
Longitudinal distortion occurs when the welded metal cools and contracts faster than the base metal. This can cause the weld to become narrower than the rest of the material.
Transverse distortion happens when the weld metal shrinks more quickly than the base material in the direction perpendicular to the weld. This can cause warping or buckling of the material.
Angular distortion is caused by uneven cooling on both sides of the weld joint. This can cause one side of the joint to become shorter or longer than the other, resulting in a twisted or bent appearance.
Linear distortion occurs when the metal expands or contracts in a straight line. Angular distortion happens when the metal moves in a curved path. Warp distortion is when the metal bends or warps out of shape. Twist distortion is when the metal twists around an axis.
Causes of Distortion
One type of welding defect is distortion, which is when the shape of the metal changes during or after welding. There are many causes of distortion in welding, but three of the most common are:
1. Inadequate joint design – when joints are not properly designed, the welded joint is subject to high levels of stress which can cause distortion.
2. Improper welding technique – if welding techniques are not optimized, the heat from the welding process can cause uneven expansion and contraction in the materials, leading to warping and distortion.
3. Thermal expansion: When metal is heated, it expands. This can cause problems when welding two pieces of metal together, as one piece may expand more than the other and cause the joint to be distorted.
4. Residual stresses: The act of welding itself can cause stresses in the metal that can lead to distortion after cooling.
5. Excessive Welding: Welding excessive weld size or big weld passes will induce high thermal stress that will result in distortion.
6. Uneven heating: When the welder moves the torch too slowly or inconsistently, it can cause one side of the joint to be hotter than the other. This can make the metal expand unevenly and cause warping.
7. Welding Heat: The most common cause of distortion in welding is heat. When the metals are heated to their melting point, they expand. This expansion causes the metal to change shape and can cause warping and other deformities.
Welding distortion is a common issue that can lead to costly problems. There are several methods that can be used to control distortion in welding.
Following are the main methods of distortion control in welding that have proven to be beneficial in welding fabrication:
Use clamps and jigs-fixtures to keep the workpiece in place. This method involves using clamps or jigs to hold the workpiece in place before welding begins.
Weld in short, intermittent bursts rather than one long continuous bead. This allows the heat to dissipate between welds and prevents the build-up of too much heat in one spot.
Use a lower welding current can also help to control distortion due to controlled welding heat input.
Use pre-bending or also called part presetting. This is where you take the metal you’re going to weld and bend it into the shape you want before you start welding. This way, when you weld it all together, the metal will be less likely to warp from the heat.
Apply post-welding heat treatment. This is where you heat up the metal after welding it, in order to relieve any residual stress that might have been caused by the welding process.
Control your weld size. Try to weld minimum required weld size especially when welding fillet welds. This will help to have minimum welding heat and thus less distortion.
Weld along the welding neutral axis. Here, the stresses will be neutral and hence less changes of distortion.
Distortion in welding is not only unsightly but can lead to structural problems such as change in part length, part geometry or design failure. There are a few ways to control distortion.
First, you can use clamps or jigs to hold the workpiece in place while welding. This will help prevent movement during cooling and contraction.
Second, you can preheat the workpiece before welding. This will help minimize thermal stresses by allowing the weld metal and heat-affected zone to cool at a similar rate. Finally, you can postheat the workpiece after welding.
Refer the different Welding Distortion Control Methods you can apply for distortion in welding control as stated above in this post.
Longitudinal Shrinkage or Distortion in Welding
Welding is a process that is commonly used to join two pieces of metal together. While it is a very effective way to create a strong joint, it can also cause the metal to shrink and results distortion in welding. This is due to the heat that is generated during the welding process.
When two pieces of metal are joined together, they will naturally want to expand back to their original size. However, the heat from the welding process will cause them to contract instead. This is called longitudinal distortion in welding.
This contraction can cause problems if the weld is not allowed to cool properly. If the weld cools too quickly, it can lead to cracking and other issues.
To avoid these problems, it is important to control the amount of heat that is generated during welding. This can be done by using lower temperatures and shorter welding times.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.







 & Calculation in Welding?")

