Stitch welding is a type of welding that is commonly used to join two pieces of metal together. It is a process where the welders use a series of small welds to join the two pieces together. This type of welding is often used on thin metals, such as sheet metal.
The welds are made in a row, or “stitch,” and are usually about 1/4 inch to 2 inch apart. Stitch welding is often used to join together thin sheets of metal, such as those used in auto body panels. It is also used to create Lap joints and T-joints.
Stitch welding is a quick and easy way to join two pieces of metal together. It is also a very strong type of weld. The main disadvantage of stitch welding is that it can be difficult to achieve a uniform weld if the welder is not experienced.
Stitch welding is often used for structural applications where strength and durability are critical. It can also be used for cosmetic purposes, such as creating artistic patterns on metal surfaces.
The process is relatively simple and does not require expensive equipment, making it a popular choice for many welders.
Other names for Stitch Weld
Welders often refer to a “stitch weld” by other names, including skip welding, zigzag welding, and intermittent welding.
Though the process is the same, the welder may use different techniques or materials depending on the project requirements.
In summary, Stitch Weld is called commonly by following other names:
Skip Welding
Intermittent Welding
Staggered welding
Zig-zag weld
Stitch weld spacing formula
R, % of continuous weld
Length of intermittent welds and distance between centers, mm
75
–
75–100a
–
66
–
–
100–150
60
–
–
75–125
57
–
–
100–175
50
50–100
75–150
100–200
44
–
–
100-225
43
–
75–175
–
40
50–125
–
100–250
37
–
75–200
–
33
50–160
75–225
100–300
30
–
75–250
–
25
50–200
75–300
–
20
50–250
–
–
16
50–300
–
–
Note: In the table, “75–100” means a weld 75mm long with a distance of 100mm between the centers of two consecutive welds.
Stitch welds are typically used for thinner metals, as they involve less heat and can be done more quickly than full welds.
Full welds, on the other hand, are necessary for thicker metals or when a stronger join is required.
Stitch Weld vs Full Weld
Stitch Weld
Full Weld
Good for sheet metal
For medium to thick metal welding
Easy and fast
Slow
Low welding heat input
High heat input
Good for distortion control
Distortion control is difficult
Can not be used for seal weld
Good for seal weld
Less strength
High strength
Only for lap and fillet weld
For any type of weld
So, what’s the difference between these two types of welds? A stitch weld is made up of a series of small overlapping welding beads, while a full weld consists of one continuous bead.
Because of this, stitch welds are not as strong as full welds and are more likely to fail if the metal is subject to high levels of stress.
Stitch weld vs Seam Weld
Stitch welds are a type of welding where the welder creates a series of small overlapping welds.
This is typically done by hand, but can also be done with a machine. Seam welds are a type of welding where the welder creates a single, long weld along the length of the joint.
If you need to create a strong, seamless joint, then seam welding is the way to go.
However, if you’re working with thinner materials or need to be able to control the heat input more precisely, then stitch welding may be a better option.
Advantages of Stich Weld
There are several benefits to using a stitch weld instead of a continuous bead. Stitch welding is a fast, efficient way to join two pieces of metal together.
It is often used in the automotive and aerospace industries. There are many advantages to stitch welding, including:
1. Stitch welding is fast and efficient.
2. it is easier to control the heat input when using multiple small welds rather than one long weld.
3. helps to prevent warping and distortion of the metal.
4. It can be used on a variety of materials, including aluminum and stainless steel.
5. It is ideal for joining thin sheets of metal together.
6. It can be used in difficult-to-reach places.
Stitch weld example
Stitch welding is a type of spot welding used to join two pieces of metal together. It is often used in the automotive industry to weld together panels and other parts.
Stitch welds are commonly used for structure, sheet metal welding, roofing, grills and gates making.
Stitch weld spacing formula
To calculate the proper spacing for your stitch welds, you will need to know the thickness of the material being welded. The thicker the material, the further apart your stitches should be.
For example, if you are welding 1/8″ thick steel, you would want to space your stitches about 1″ apart.
If you are welding thinner material, such as 18 gauge steel, you can space your stitches closer together, about 1-2″ apart to control distortion.
The thickness of the metal is a major factor in deciding how far apart to place the welds.
If the metal is too thin, then the heat from the welding process will cause it to warp and distort. If the metal is too thick, then it will be difficult to penetrate all the way through with the weld.
Stitch Weld: Lap and T Joint
Lap joints are created by overlapping two pieces of metal and stitch welding them together along the edge of the overlap.
This creates a strong joint that can be used to join together two pieces of metal that are the same thickness.
T-joints are created by joining two pieces of metal at right angles to each other.
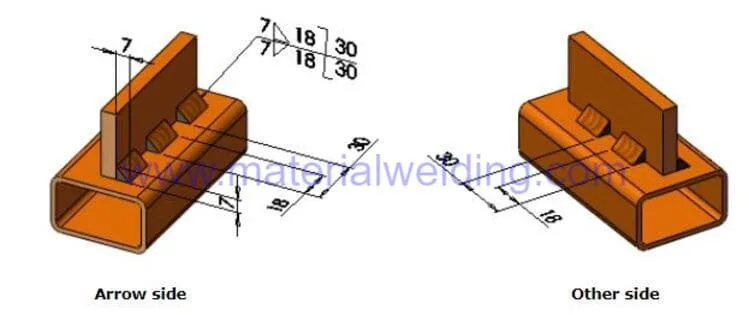
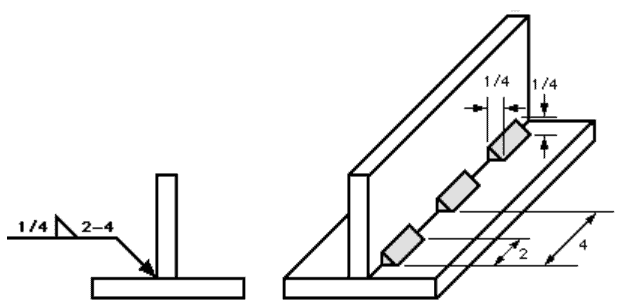
Stitch welding symbol
Stich Weld means intermittent welds placed on a welding joint with gaps between the welds.
A stitch weld or Intermittent weld consists of a weld symbol (e.g., a filet weld in the below example), weld size, length of the weld (e.g., 2 inches), and the pitch (6 inches in the below example).
Stich Welding is Also called Skip welding and they are mainly used to control the welding distortion, especially in sheet metal welding. They are placed in three different ways:
Following the types of Stitch weld used for welding applications:
Intermittent Weld: Stich welds are placed only on one side of the joint.
Chain Intermittent Weld: Stich welds are placed on both sides of the joint.
Staggered Intermittent Weld: Stich welds are placed on both sides of the joint by offsetting each other weld.
Stitch welding standards
Stich welding is defined in AWS D1.1 Code. Clause 4.4.2.4 states the minimum length of an stitch fillet weld.
As per AWS D1.1, Clause 4.4.2.4, minimum length of Stitch weld (intermittent weld) shall be 38 mm (1.5’’).
The maximum spacing between of stitch weld (intermittent weld) is defined in AWS D1.1, Clause 4.12.
Here, the maximum spacing specified is 24 times of plate thickness (consider thinner in case of dissimilar thickness) or a maximum of 12-inch (600 mm).
For unpainted weathering steel, the maximum spacing shall not exceed 14 times of plate thickness or 7 inch (180 mm) maximum.
Stitch weld vs Full weld: which one is stronger?
There are a few factors to consider when trying to determine whether a stitch weld or full weld is stronger. The first is the amount of metal that is being joined together.
A full weld will have more surface area than a stitch weld, meaning it will be able to better distribute stress and weight.
Second, the type of metal being used can also affect the strength of the weld. Softer metals, like aluminum, are not as strong as harder metals, like steel.
Finally, the thickness of the metal being welded can also play a role in strength. Thicker metals will generally be stronger than thinner metals.
What should be the length of Stitch weld?
Stich welding is defined in AWS D1.1 Code. Clause 4.4.2.4 states the minimum length of an stitch fillet weld.
As per AWS D1.1, Clause 4.4.2.4, minimum length of Stitch weld (intermittent weld) shall be 38 mm (1.5’’).
The maximum spacing between of stitch weld (intermittent weld) is defined in AWS D1.1, Clause 4.12.
Here, the maximum spacing specified is 24 times of plate thickness (consider thinner in case of dissimilar thickness) or a maximum of 12-inch (600 mm).
For unpainted weathering steel, the maximum spacing shall not exceed 14 times of plate thickness or 7 inch (180 mm) maximum.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.