Alloy 410 is martensitic stainless steel having main alloying elements as Fe-Cr base, usually more than 11.5% Cr with added Nickel to extend the austenitic temperature formation loop in an Iron-Chromium phase diagram.
This alloy offers good corrosion resistance and is widely used in Oil & gas equipment as liner & clad material. 410 properties can be enhanced by hardening, quenching, and tempering. The alloy is air-hardenable.
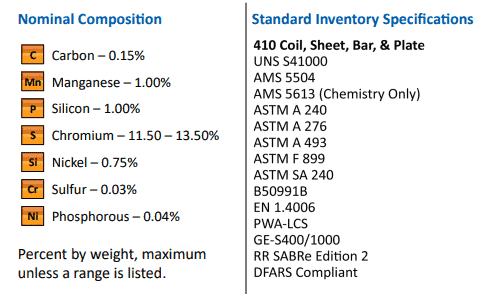
Material specification
Chemical properties of 410
Grade
Carbon
Manganese
Silicon
P
S
Chromium
Nickel
Alloy 410
min. max.
0,15
-1
1
0,04
0,03
11,5 13,5
0,75
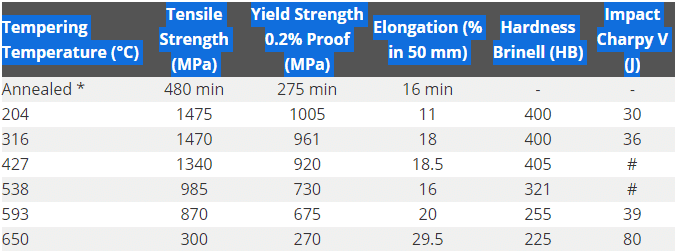
Mechanical properties of 410
The mechanical properties of 410 depending on the heat treatment process such as annealing state or tempered state.
The tempering temperature drastically affects the final material properties. the various properties of 410 material at different tempering temperature is shown in the below table.
SS410 welding procedure
Welding of 410 or 410S material shall be carried out using SMAW electrode E410 type according to SFA 5.4.
TIG and GMAW welding of 410 shall be carried out with ER410 filler wire, SFA 5.9. Welding with 410 types requires stringent control on preheating, interpass temperature & Post heating.
When post-heat treatment is not possible, welding can be carried out using ASME/AWS SFA/A 5.11, Classification ENiCrFe-2 or -3 or ENiCrMo-3 or 309L type welding electrodes.
E410 Electrode: This 12 Cr alloy is air-hardening steel. It is mandatory to apply the right preheat, interpass, and post-heating for welding of SS410 to achieve the optimum ductility of the weld & HAZ.
They are mainly used for welding the same chemical compositions alloys. Another main application is for the weld built up and surfacing on carbon steel substrate for corrosion, erosion, and abrasion resistance.
Preheating of 410 shall be done at 400- 500 °F or 175 °C to 225 °C. The interpass temperature shall be a maximum of 500°F (260 °C). Preheat shall be maintained during the welding.
The post-heat treatment or PWHT of the weld shall be made at 1400 °F and the temperature shall be hold for 2 hours. Sometimes, PWHT is mandatory as per service requirements. In such cases, the construction code requirements are to be followed.
Welding of 410 to carbon steel or stainless steel
Welding of 410 to carbon steel or stainless steel shall be made using E309L or ENiCrFe-2 or -3 or ENiCrMo-3 type SMAW electrode.
Equivalent TIG or MIG shall be used such as ER309L or ERNiCr-3 or ERNiCrMo-3. Preheat to 410 shall be applied to control the HAZ hardness of 410 material.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.








 Material Properties")
