Aluminum TIG welding
Aluminum alloys are almost entirely welded by the inert-gas shielded processes such as TIG and MIG, because they need no flux and give best weld quality with very good surface finish.
Besides the absence of flux or coated rods, welding in all positions is easy with the TIG process, because there is no slag to be cleaned.
The thickness range of commonly welded aluminum materials by the TIG process is 0.040” (18 gauge) to 1/2” (1 -9.5 mm) for manual TIG welding and 0.025” (22 gauge) to 1-inch (0.25- 25 mm) for mechanized TIG welding such as orbital TIG Welding process.
How to TIG Weld Aluminum?
TIG is the best suited welding process for welding all grades of Aluminum alloys. TIG welding using AC polarity is best for aluminum welding as explained in this post further.

Pure Tungsten Electrode shall always be used for Aluminum Welding. No cleaning of material is required when using AC TIG welding.
AC TIG Welding For Aluminum
AC is used for Aluminum welding because it provides the optimum combination of current-carrying capacity, arc controllability, and arc cleaning action.
The power source is usually a single-phase welding transformer with an Open-Circuit Voltage (OCV) of up to 80 V, which is primarily meant for Stick welding or SMAW.
The oxide layer also gives rise to some arc rectification during the reverse polarity half of the AC cycle, which results in poor arc stability and possible overheating of the transformer.
To overcome this problem, a filter capacitor (called a DC suppressor) is inserted into the power circuit of the AC TIG Welder.
DC Tig Welding Aluminum
With a Direct Current Electrode Negative connection (DCEN) the higher heat energy generated at the workpiece, i.e. the positive pole of the arc, can be helpful in providing the high heat required.
If the reverse connection is used, i.e. Direct Current Electrode Positive (DCEP) this high heat is developed in the electrode, thus limiting the available current.
AC TIG Welding Setting for Miller Welder
When welding aluminum using Miller TIG welder, set your welder with following setting for a perfect weld:
- AC Balance: 7-8
- Welding gas postflow: 6-9
- Gas flow: 25-35 CFH
- HF ON
- Crater fill ON.
Tig Welding Aluminum AC Balance
In general AC GTAW is used for thicknesses up to around 1/4 inches (5-6 mm). A balanced AC waveform, as described above, can be used to achieve better penetration if the bridging of the root in fillet welds is probable.
Optimal balancing is necessary to avoid inadequate cleaning action. To further enhance the penetration, helium may be added to the shielding gas because of its ability to increase penetration due to the higher arc energy with this gas.
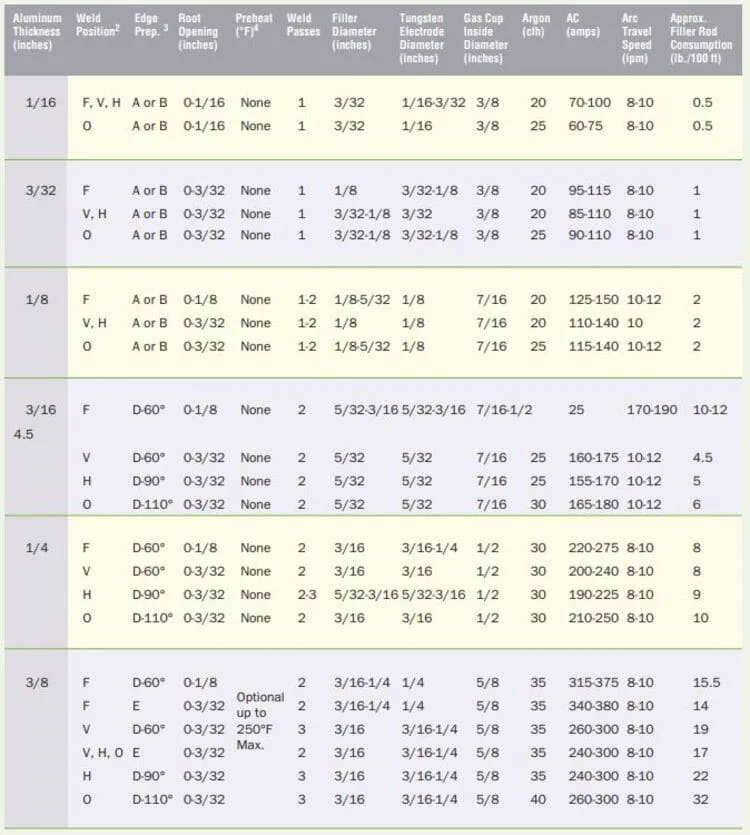
Aluminum Tig Welding Settings
Aluminum TIG Welding Setting using 3/32” tungsten rod using 3/32 inch filler wire are given in the below table for welding a butt weld and Fillet Welding including Lap Joint are given.
| 1. | Tungsten Rod Size | 3/32 inches (2.4 millimeters) |
| 2. | Cup Size | 1/2 – 3/4 inches (12. 5 – 19 mm) |
| 3. | Filler rod dia. | 3/32 inches (2.4 millimeters) |
| 4. | Welding Polarity | Alternating Current (AC) |
| 5. | Welding Amperage | 180 Amp- 225 Amps |
| 6. | Shielding Gas | Pure Argon |
| 7. | Gas Flow rate | 20- 25 CFH |
To start the welding, switch on the Welder, set the recommended welding parameters on the welder.
Refer below chart for full TIG Aluminum setting for different base metal thicknesses.
Best Tig Welder For Aluminum
GTAW welding equipment used for aluminum can be relatively complex and will contain a range of controls to adjust the welding waveform.
These can vary from DC to AC with a deliberately balanced ratio between the positive and negative cycles to correctly balance cleaning and penetration.
AC TIG Welding is best for Aluminum Welding although DCEN polarity and Pulse TIG welding is also good for aluminum welding.
Tig Welding Aluminum Electrode Positive or Negative?
With a Direct Current Electrode Negative connection (DCEN) the higher heat energy generated at the workpiece, i.e. the positive pole of the arc can be helpful in providing the high heat required.
If the reverse connection is used, i.e. direct current electrode positive (DCEP) this high heat is developed in the electrode, thus limiting the available current.
DCEP has the advantage that the metal ions will be repelled from the electrode and will through their ‘shot blasting’ effect remove the oxide layer.
Which Type of Tungsten Do I Need to Weld Aluminum?
The suitable electrodes are Pure tungsten or Zirconated Tungsten. The latter is preferred because they are less prone to contamination by aluminum and have slightly higher current capacities. The electrode tip should be hemispherical as shown in the below Figure.
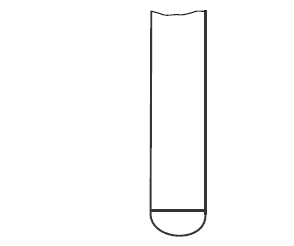
How to Prepare a Tungsten Tip for Aluminum Welding?
The tungsten electrode tip for aluminum welding is prepared by using an electrode one size larger than required for the welding current, taper grinding the tip, and forming the hemispherical end by welding for a few seconds with a current 20 amp higher than needed and holding the electrode vertically up.
How to correctly grind Tungsten Electrode for TIG Welding
Contamination of the electrode by aluminum occurs occasionally. Slight contamination can be burned off by using a high current and holding the arc on scrap metal.
Excessive contamination should be removed by grinding or by cutting off the end and reforming the tip to the shape shown in the above figure.
Argon is the usual shielding gas, but helium or argon-helium mixture is sometimes used to weld thick sections at high speeds since it gives a more penetrating arc.
What Size Tungsten Do I Need to Weld Aluminum?
The correct electrode type and size must be chosen for GTAW. For example, a 3/32” (2.4 mm) diameter tip will permit a welding current of 65-150 A for pure tungsten or 65-160A for a tungsten-zirconia electrode.
A 4 mm diameter electrode raises these values to 150-230A and 150-250A respectively. The tip shape will be tapered with DCEN, bulbous with DCEP, and hemispherical with AC.
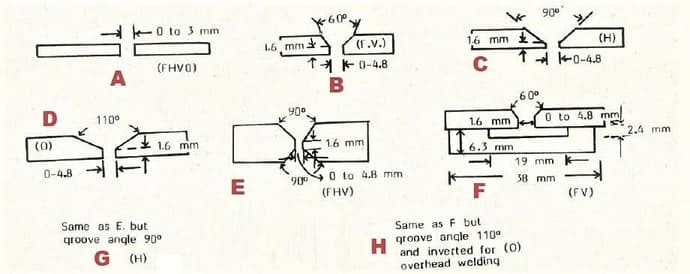
Type of Recommended Weld Joints for Aluminum with Example
Preheat for Aluminum Welding
Aluminum is a good conductor of heat and hence calls for preheating when the base metal thickness exceeds 1/4”. At 1/4 inches thickness, preheating is optional depending on the arc energy.
For welding 3/8 inches thick material in the flat position, it is up to 200°C. For welding 3/8 inches thick material in other positions and for welding 1/2 inches thick material in all positions, the preheat temperature may be as high as 315°C.








