Cast Aluminum is used for making engine blocks, motors casing and many other parts in automobiles due to their lightweight compare to steel.
Aluminum alloys are classified into two main types: casting alloys & wrought alloys. Aluminum castings are mostly made by pressure-die, and molding methods.
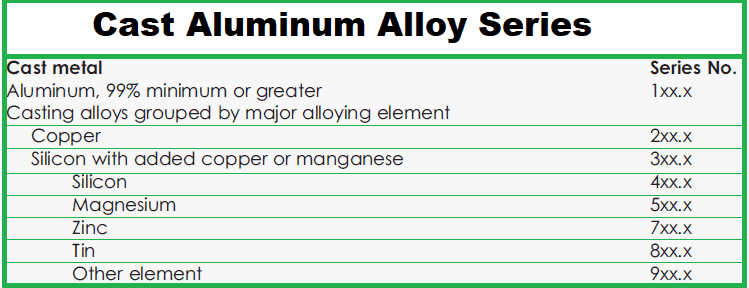
Casting alloys also have a system of four-digit designations as given in below Table:
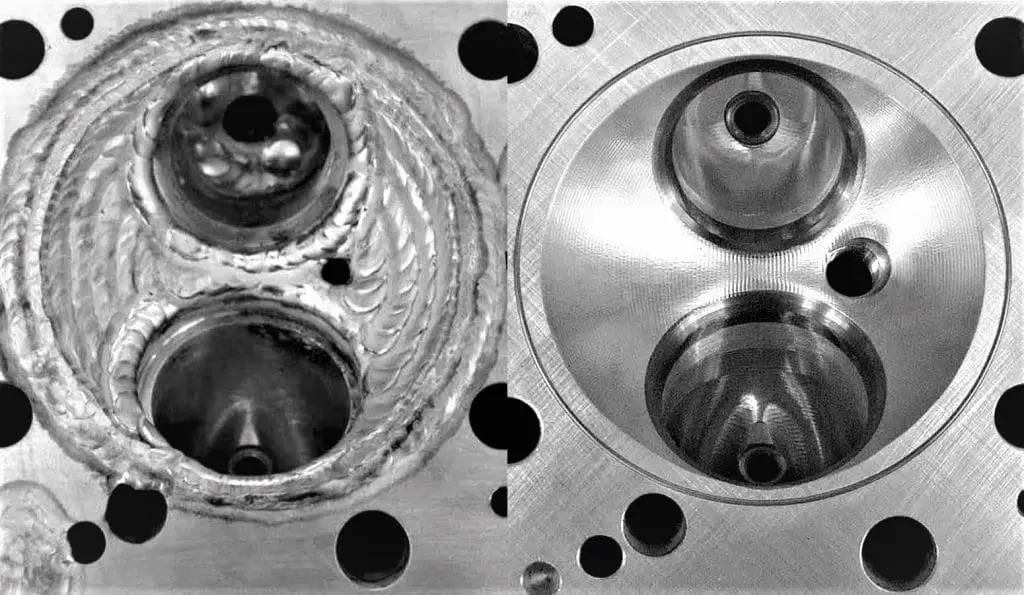
TIG or MIG welding of Aluminum casting
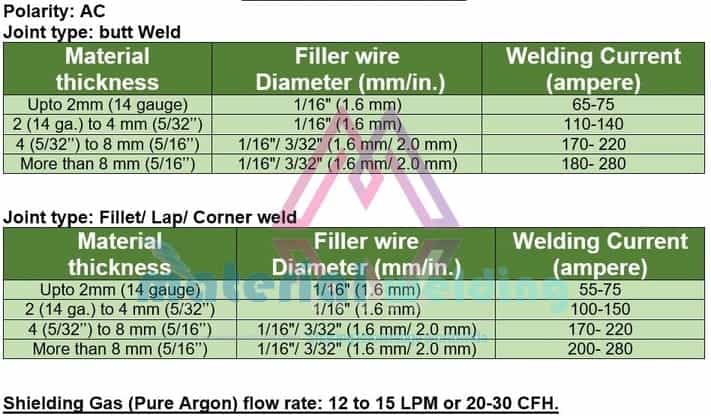
TIG welding with alternating current (AC) is best suited for joining cast aluminum workpieces. The right amperage and protective gas supply are particularly important. Cast aluminum welding using direct current (DC) is not possible because the heat is not sufficient to break through the oxide layer of the aluminum.
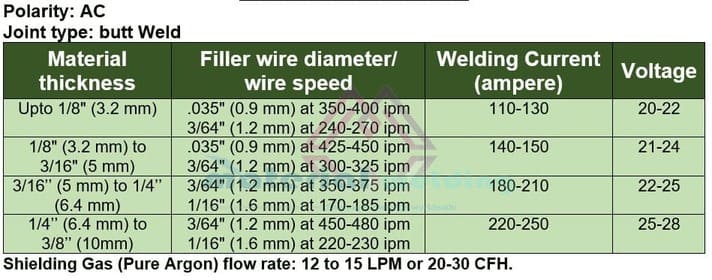
Welding of aluminum casting can be carried out using TIG welding or GMAW (MIG Welding). The selection of the welding wire for aluminum is based on the casting type or its series i.e. 2000 series of 3000 and so on.
The surface cleanliness and removal of the oxide layer is one of the most important pre-requirement for welding aluminum.
Oil, or other organic materials, as well as a heavy oxide film on the rod, will interfere with the coalescence of the weld and also are sources of porosity. Because of this, it is necessary to clean the welding rod before putting them in the weld.
Preheating is not required for thin aluminum but usually as cast aluminum is having a high thickness, it is advised to preheat it before welding.
As aluminum has high heat conductivity, heat dissipates very fast so preheating around 200-250 Deg F is good otherwise you can have a lack of fusion issues. Interpass temperature is not an issue for aluminum welding.
Preheat is recommended for thicker sections or whenever sufficient penetration can not be achieved due to the high thermal conductivity of the aluminum.
So, if any of the above issues are being faced, a preheat temperature of 150 to 200°C can be applied. Also, when repairing 5XXX (Al-Mg) grades, it can crack in the weld or HAZ area.
Following a preheat in these conditions is very beneficial to mitigate the cracking inter-alia to using the right filler wire.
Sometimes, helium (AWS A5.32 – I2 gas) is mixed with argon gas for gas shielding up to a maximum of 25% to enhance the arc efficiency to melt thicker aluminum parts.
Helium increases the arc heat thus improving the welding penetration when welding aluminum alloys. Pure aluminum tungsten electrodes are used for TIG welding of aluminum to give improved cleaning action during welding.
DCEP polarity is also used for aluminum welding but not much. It is good for welding thin sheet aluminum materials but it requires thicker tungsten electrodes to carry the high current needed for aluminum welding.
Welding Gas for Cast Aluminum Welding
Argon or helium is used as a shielding gas when welding cast aluminum. Both gases can be used in pure form or as a mixture.
The ratio of argon and helium has a direct impact on the heat distribution during the welding process and therefore also on the speed of the welding process.
Helium and argon – inert protective gases lead to successful aluminum casting welding
Pure helium allows you to generate higher temperatures. This is related to the thermal conductivity of aluminum. Pure helium is suitable for automatic welding because the welding speed is increased.
If you use pure argon when welding cast aluminum, you will get a shinier surface without having to rework it with a wire brush.
Cast aluminum can be welded, but presents the welder with a number of challenges.
Welding cast aluminum begins with the work preparation. Find out about the material to be welded. The amperage and gas supply required can vary considerably between the available alloys.
Before you weld cast aluminum, all residues must be completely removed. In this way, you avoid inclusions in your weld seam, which result in a loss of weld quality. So make sure the surface is free of grease and oil!
Apply Welding Preheat to your workpiece additionally with heat before welding and heat it up to approx. 100 degrees Celsius to remove the moisture. This avoids stresses in the material and warping after cooling.
With intensive preparation and the right auxiliary materials, cast aluminum can therefore be welded.
If you observe all points, high-quality and stable welds can be achieved that do not have any porous spots and are resistant to external influences.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.