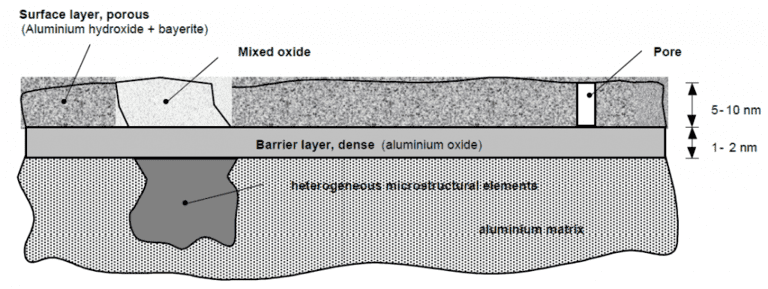
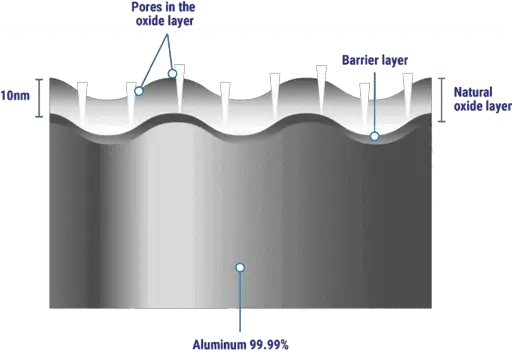
Aluminum once exposed to the oxygen atmosphere will immediately form an oxide layer which consists of amorphous Aluminum oxide (Al2O3) in 2 partial layers on top of each other, called
A non-porous base or barrier layer of amorphous Al2O3 and
A surface layer made of Al-hydroxides and Bayerite that is porous and saturated.
The thickness of this oxide layer grows with time, temperature and availability of Oxygen to the aluminum. Even though the oxide layer is very thin in micron, it is having a very high melting temperature of 2300° Celsius. This layer protects the Aluminum surface from further corrosion.
How aluminum oxide layer affects the welding of Aluminum?
The density of the aluminum oxide is higher than that of aluminum metal. With iron, the oxide (rust) have a lower weight than the metal and float on the surface during fusion welding. But, with aluminum, the oxide sinks in the molten pool and may cause oxide inclusions.
While aluminum melt at 660° Celsius (1220° Fahrenheit) its oxides melt at 2300° Celsius (4200° Fahrenheit). So, the oxide layer must be removed before welding to form a joint. Welded directly on oxide, will melt the aluminum before its oxide will be melted of not removed before welding.
How to remove or Clean Aluminum oxide layer Before Welding?
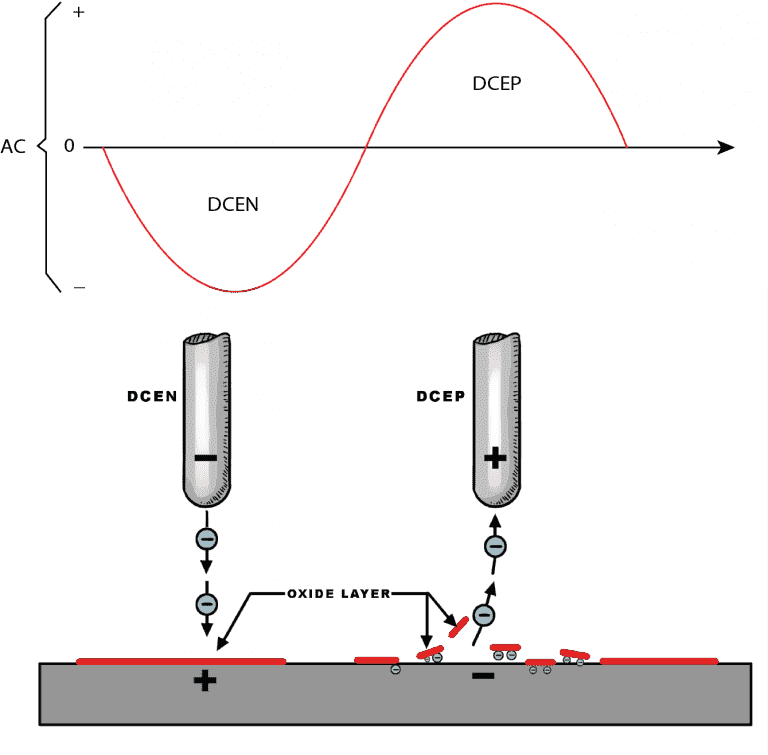
Using AC TIG or MIG: The best way to avoid the cleaning of the oxide layer to use an AC TIG welding power source for aluminum welding. AC TIG offers a cleaning action on the aluminum surface. When using AC TIG, the oxide film layer from the aluminum surface is removed by the electrons. So, using AC TIG welding, you will have full flexibility to weld aluminum easily without any issue of pre-removing the aluminum oxide layer.
2. By grinding/ brushing: The oxide layer can be removed by grinding or using stainless steel wire brushes before welding. In this case, welding shall be carried out immediately otherwise new oxide layer will form on the surface, and efforts of removing the oxide layer will be wasted.
Use only dedicated tools for this work to avoid contamination. Power brushing offers fast and efficient removal of the oxide layer.
3. By pickling: Alkaline or acid pickling can be used for the aluminum oxide layer removal prior to the welding. Usually, an alkaline or acid solution is applied to the part either by dipping or spraying.
The oxide layers react with the chemical and become oxide free. In industries, pickling and passivation of aluminum parts are usually carried out after welding to increase corrosion resistance.
4. Using emery paper: Emery paper is handy and efficient for oxide removal for home use or when costly equipments are not available on the site.
Use 100 to 200 grit size paper to clean the surface before welding. Sanding rolls if available are also very helpful and efficient.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.