Whipping in welding refers to the rapid upward and downward oscillating motion (basically by varying the welding arc length) of the welding electrode or welding torch during the welding operation in a forward welding path.
Whipping requires a steady hand and precise control, as the speed and direction of the electrode must be carefully controlled to produce a smooth and consistent weld.
Whipping in welding is mainly used with cellulose type rods (Such as 6010, 6011, 7010 & 8010) as they don’t produce welding slag.
Whipping when MIG welding doesn’t bring any chances of slag inclusion although issue can arise when whipping with gasless mig welding.
What is whipping technique?
In whipping welding technique, the welding electrode is used to deposit a small amount of molten metal, called a dab or puddle, onto the metal parts being welded.
After depositing the dab, the electrode is rapidly moved upward and forward to allow the deposited metal to cool slightly.
Then rod is moved back to add another weld dab slightly ahead the previous one.
This process is repeated, moving slightly ahead with each new dab, until the weld is completed.
What is whip and pause in welding?
Whip and pause is a welding technique that involves rapidly oscillating the electrode in a up & down motion (the “whip”) and then pausing briefly to allow the deposited metal to cool and solidify (“the pause”).
Whip in welding allow the welder to have a more control on the weld pool and can be a good aid for root run welding with 6010 and 6011 cellulose welding rods.
Whip and pause with 6010 weld rod
This technique is often used to control the heat input into the weld and prevent warping or excessive heat-affected zones.
The whip and pause process allows the welder to deposit the molten metal in a controlled manner, producing a high-quality, uniform weld.
The specific combination of whip and pause duration, as well as the speed and amplitude of the whip, can be adjusted to suit the specific requirements of the welding job.
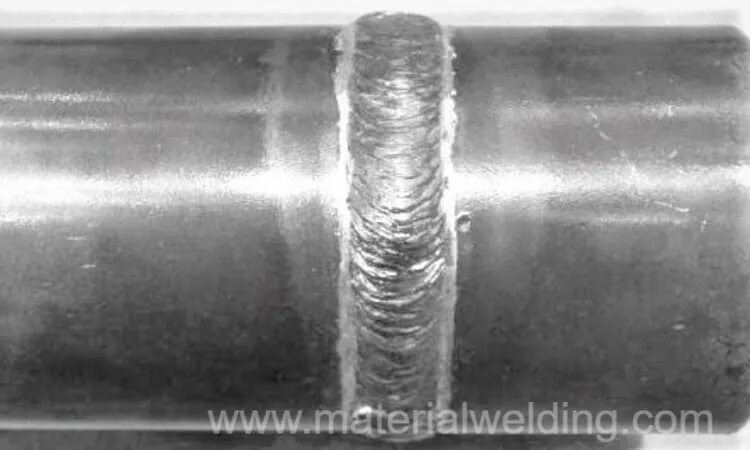
A whipping motion in welding refers to a fast, up & down movement of the welding torch while maintaining arc length during welding.
It’s used to create a wider, softer puddle, resulting in a smoother, more fluid bead.
The whip technique is especially useful for welding thin materials because it reduces the risk of burn-through and creates a more visually appealing weld.
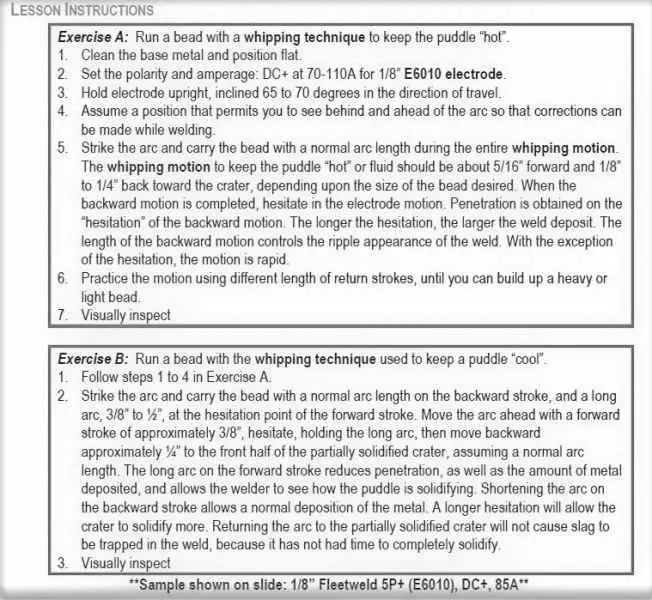
Below 2 exercises using E6010 welding rod on whipping motion is given:
The benefits of whipping motion in welding are:
Improved Weld Quality: Whipping motion helps to distribute the heat evenly, reducing the formation of porosity and improving the quality of the weld.
Enhanced Control: Whipping motion provides better control over the welding process, allowing for precise control over the welding speed, amplitude, and direction.
Reduced Warping: By controlling the heat input into the weld, whipping motion can help reduce warping and minimize heat-affected zones.
Versatility: Whipping motion can be adapted to suit a wide range of welding jobs, making it a versatile technique that can be used in a variety of welding applications.
Whip technique in MIG welding involves moving the torch in a whipping motion to create a larger, softer puddle. This results in a smoother, more fluid bead and can be useful for welding thin materials. To whip MIG weld:
Start the puddle and maintain a consistent speed and height above the workpiece.
Quickly move the torch in an upward-downward motion while keeping the electrode in the puddle.
Repeat the motion to create the desired bead.
End the whip motion by slowing down and returning to a normal welding speed.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.