In this blog article, we will delve into the concept of maximum weld size in lap joints, exploring its significance, considerations, and implications for joint integrity. Understanding the limitations and guidelines for weld size is essential for engineers, fabricators, and welding professionals seeking to create robust and reliable lap joint connections.
What is a Lap Joint?
A lap joint is a type of joint used to connect two overlapping pieces of material. It is a simple and commonly used joint in various applications, such as woodworking, metalworking, and structural engineering.
In a lap joint, one piece of material is overlapped onto another, and the two pieces are joined together by various means, including fasteners, adhesives, or welding. The overlapping portion of the joint provides increased surface area for the connection, enhancing the joint’s strength and load-carrying capacity.
Key components of a lap joint
The key components of a lap joint are:
- Lap Length: The lap length refers to the distance along the overlapping region of the joint. It determines the amount of overlap between the two pieces of material and can vary depending on the application, material properties, and design requirements.
- Overlap Area: The overlap area is the region where the two pieces of material come into contact. It provides the surface for joining and transferring loads between the two components.
- Fasteners or Joining Methods: The lap joint can be secured using various methods, including mechanical fasteners (such as screws, bolts, or rivets), adhesives, or welding. The choice of joining method depends on factors such as the materials being joined, the required strength, and the specific application.
Maximum Weld Size in Lap Joints
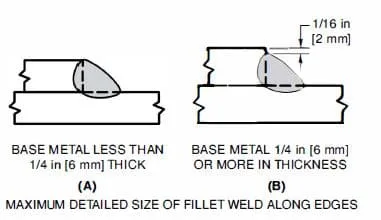
The maximum size of fillet welds along the edges of base metal in lap joints is determined by the following guidelines:
- For base metal thickness less than 1/4 inch (6 mm) (refer to Figure 4.7, Detail A), the maximum fillet weld size is equal to the thickness of the base metal itself.
- For base metal thickness of 1/4 inch (6 mm) or more (refer to Figure below, Detail B), the maximum fillet weld size is 1/16 inch (2 mm) less than the thickness of the base metal. However, this can be overridden if the shop drawing explicitly specifies a weld size that extends to achieve the full throat thickness for a leg size equivalent to the base metal thickness. It’s important to note that the distance between the edge of the base metal and the toe of the weld can be less than 1/16 inch (2 mm) in the as-welded condition, as long as the weld size can be clearly verified.
These guidelines ensure proper weld sizing and maintain the structural integrity of lap joints. It’s crucial to adhere to these specifications and verify weld size to ensure the reliability and performance of the joint.
Advantages of Lap Joints
Lap joints have some advantages and considerations to be aware of:
Advantages:
- Simplicity: Lap joints are relatively simple and easy to construct.
- Increased Surface Area: The overlapping design of the joint provides a larger contact area for improved load distribution and strength.
- Disassembly: Lap joints can often be easily disassembled if necessary.
Considerations for Lap Joint Design
- Shear Stress: Lap joints primarily rely on shear strength. The strength of the joint is influenced by the materials used, the overlap length, and the type of joining method employed.
- Alignment: Proper alignment and clamping are crucial during the assembly of lap joints to ensure a tight and secure connection.
- Thickness of Overlapping Material: The thickness of the overlapping material can impact the strength and stability of the joint.








