Austenitic stainless steels are great for shaping by hot forming as well as cold forming. Especially they are good when they’re really hot, like extrusion, rolling, and forging. Compared to carbon steels, regular austenitic stainless steels are stronger when they’re hot.
Hot forming of austenitic stainless steel refers to the process of shaping or forming the material at elevated temperatures. Austenitic stainless steels are a group of alloys primarily composed of iron, chromium, and nickel, with additional elements such as molybdenum, manganese, or nitrogen. They are known for their excellent corrosion resistance, high ductility, and good mechanical properties.
Hot forming is typically performed above the recrystallization temperature of the austenitic stainless steel, which is generally in the range of 900 to 1,200 degrees Celsius (1,650 to 2,200 degrees Fahrenheit). The purpose of hot forming is to enhance the material’s plasticity and reduce its strength, allowing for easier deformation and shaping.
When working with stainless steels, it’s crucial to heat them evenly. This means they need more time to heat up compared to carbon steel because they don’t conduct heat very well due to their low thermal conductivity. However, grades with a lot of molybdenum (E.g., SS316) can get covered in a layer of scale very quickly, so the person working with them needs to keep the time they spend heating them up to a minimum.
Temperature range for Austenitic Stainless Steel Hot Forming
The maximum temperature at which stainless steel can be shaped while it’s hot is much lower than its melting temperature. This is because these alloys become less flexible at extremely high temperatures for different reasons. The formation of delta ferrite is the main cause of this loss in flexibility in regular austenitic grades.
The minimum temperature at which stainless steel can be shaped while it’s hot is determined by its ability to restructure and become softer during the shaping process. If the temperature is too low, there’s a risk of equipment failure because the material becomes harder to work with or the workpiece may break due to reduced flexibility.
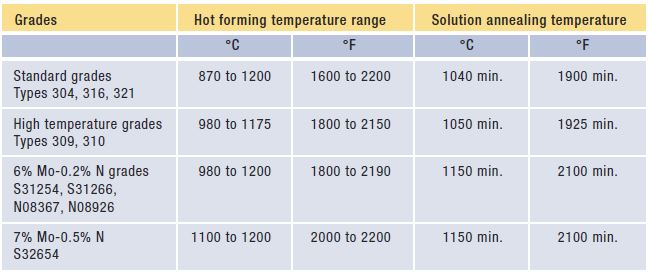
The table below provides temperature ranges for shaping austenitic stainless steel in its hot state. All grades have a maximum temperature limit between 2150-2200°F (1175-1200°C), but the minimum limit varies depending on the specific grade.
After hot forming, the job need to be treated by solution annealing. This process ensures that the microstructure of the material is consistent and doesn’t contain any harmful secondary phases, sensitization, or residual stress.
If the workpiece is not fully annealed, there is a higher chance of sensitization occurring during subsequent welding or exposure to high temperatures, which can lead to corrosion problems related to chi and sigma phases. Solution annealing also helps eliminate any remaining stresses in the material, which can otherwise cause dimensional instability during use.
Cold Forming of Austenitic Stainless Steel
Austenitic stainless steels are highly flexible and can be easily shaped at room temperature. This means they are great for various cold-forming processes, ranging from simple bending to complex deep drawing and stretch drawing.
However, the yield strength and the way these steels become harder when worked can result in differences in how much they bounce back and their final dimensions. Certain factors like the instability of austenite (as seen in Type 301) and the presence of nitrogen in alloying grades can increase the yield strength and the rate at which they become harder when worked.
These high-strength steels require more force to shape and tend to exhibit more elastic springback, which means they tend to bounce back after being formed. To achieve a desired shape, it may be necessary to bend them further than the intended final profile.
Even within the specified composition ranges, variations in the nitrogen content can have a significant impact on the formability of the stainless steel, including the standard grades with a maximum nitrogen content of 0.10%.
Hot forming vs Cold Forming Processes
Here’s a comparison table highlighting the differences between hot forming and cold forming processes:
Properties
Hot Forming
Cold Forming
Temperature
High temperature (above recrystallization temperature)
Room temperature or slightly elevated temperature
Material Behavior
Material is highly malleable and ductile
Material is less malleable and ductile
Formability
Excellent formability, suitable for complex shapes
Limited formability, better suited for simple shapes
Complex process requiring controlled heating and cooling
Relatively simpler process
Springback
Minimal springback due to high temperature forming
Higher springback due to lower ductility
Work Hardening
Material experiences reduced work hardening
Material undergoes significant work hardening
Strength
Strength properties may be affected, may require additional heat treatment
Strength properties are largely retained
Surface Finish
Surface oxidation and scale may occur
Smooth surface finish
Cycle Time
Longer cycle time due to heating and cooling stages
Shorter cycle time
Material Thickness
Suitable for thicker materials
Suitable for thinner materials
Cost
Higher cost due to specialized equipment and energy requirements
Lower cost due to simplified process and equipment
Hot Forming Processes for Stainless Steel
The commonly used hot forming processes for stainless steel are the following:
Hot Forging: Hot forging involves the shaping of stainless steel by applying compressive forces using hammers, presses, or dies at elevated temperatures. The steel is heated to a temperature range suitable for forging, typically between 1,100 and 1,200 degrees Celsius (2,012 and 2,192 degrees Fahrenheit). Hot forging is used to produce a wide range of components, including bars, shafts, flanges, and various complex shapes.
Hot Rolling: Hot rolling is a process in which stainless steel is passed through a series of rollers at high temperatures to reduce its thickness or change its cross-sectional shape. The steel is heated above its recrystallization temperature to make it more malleable. Hot rolling is commonly used to produce stainless steel plates, sheets, strips, and structural sections.
Hot Extrusion: Hot extrusion involves forcing heated stainless steel through a die to produce a continuous profile with a specific cross-sectional shape. The steel is typically preheated to a temperature suitable for extrusion, and a ram or screw press applies the force to push the material through the die. Hot extrusion is used to create various components, such as tubes, rods, and complex profiles.
Hot Spinning: Hot spinning, also known as hot forming or hot pressing, is a process in which a heated stainless steel blank is shaped over a rotating mandrel using a press or hydraulic tooling. The material is softened by heating to allow for plastic deformation. Hot spinning is commonly used for producing cylindrical or conical shapes such as hemispheres, domes, and cones.
Hot Drawing: Hot drawing is a process that involves pulling heated stainless steel through a die to reduce its diameter or change its shape. The steel is typically heated to a temperature where it exhibits good ductility and then drawn through the die using a pulling force. Hot drawing is used to produce stainless steel wire, rods, and tubes.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.








")