When it comes to heavy-duty applications that require exceptional strength and durability, Bisalloy 80 is a popular choice among welders. This high-strength, low-alloy steel offers excellent resistance to wear, abrasion, and impact, making it ideal for industries such as mining, construction, and manufacturing.
However, welding Bisalloy 80 requires careful consideration and proper techniques to ensure strong and durable welds. In this guide, we will explore the key aspects of welding Bisalloy 80 and provide valuable tips to achieve optimal results.
Understanding Bisalloy 80
Bisalloy 80 is a quenched and tempered steel known for its high tensile strength and toughness. It is specifically designed to withstand harsh working environments and heavy loads.
The composition of Bisalloy 80 includes elements such as carbon, manganese, chromium, and molybdenum, which contribute to its exceptional mechanical properties. However, these alloying elements also impact the welding process and require specific considerations to maintain the desired performance of the steel.
Bisalloy 80 Chemical Compositions
Element
Carbon (C)
Manganese (Mn)
Chromium (Cr)
Molybdenum (Mo)
Composition (%)
0.30 – 0.40
1.00 – 1.50
0.70 – 1.20
0.20 – 0.40
Bisalloy 80 Mechanical Properties
The typical mechanical properties of Bisalloy 80:
Property
Typical Value
Tensile Strength
830 – 940 MPa
Yield Strength
760 – 880 MPa
Elongation
15 – 20%
Charpy V-notch Impact
20 – 30 J
Hardness (HBW)
250 – 300
Bisalloy 80 Welding Considerations
Bisalloy Steel grades are classified based on their Carbon Equivalent (C.E.) and CET (C + Mn + Mo + Cr + Cu + Ni) values. These classifications help in selecting appropriate welding preheat and heat inputs. It is important to control the cooling rate during welding to achieve the desired hardness and microstructure in the Heat Affected Zone (HAZ). Slow cooling can result in a soft HAZ, leading to a loss of tensile and fracture toughness properties, while rapid cooling can create a hard HAZ, reducing ductility.
Welding Bisalloy 80
To ensure satisfactory cooling rates for the HAZ, the following preheat/heat input recommendations are provided:
The specific effects of welding on joint properties depend on factors like consumable choice, total heat input, restraint level, weld geometry, and proximity of adjacent welds. For specific applications, it is advisable to seek guidance from Bisalloy Steels’ technical staff or consumable suppliers for appropriate welding procedures.
Arc strikes outside the welded zone should be avoided to prevent cracks, especially in dynamically loaded structures. Tack welding requires special care due to abnormal stresses and high cooling rates experienced by the adjacent material. Similar preheat and heat input requirements should be followed, and lower strength welding consumables may be considered.
In fillet welding, which often experiences high stresses in service, it is crucial to ensure good root penetration, smoothness, correct contouring, and proper flare into the legs of the joined pieces. Lower strength consumables are recommended when design permits. WTIA Tech. Note 15 provides guidance on correct procedures for fillet welding.
During repair work, it is generally recommended to use lower strength consumables (low hydrogen type) to account for potential warping or distortion and to improve ductility, especially in plate materials that have been highly stressed in service. In certain situations, such as restrained joints or those subjected to impact or fatigue stresses, special welding consumables may be necessary.
For conditions of high restraint, it is important to minimize the hindrance to free contraction. Higher preheats may be required, and proper welding sequence and small joint configurations become crucial. It is advisable to establish welding parameters through simulated full-scale weld tests.
Care should be taken during the assembly stage to avoid offset and angular distortion at the plate edge, as well as undercutting and poor appearance.
Preparing for Welding
Before starting the welding process, proper preparation is crucial to ensure successful welds. Begin by thoroughly cleaning the surfaces to be welded to remove any contaminants, such as rust, grease, or paint. This can be achieved through mechanical cleaning methods like wire brushing, grinding, or using a suitable solvent. Additionally, ensure that the base metal is free from any moisture, as this can lead to porosity in the weld.
Selecting the Right Welding Method
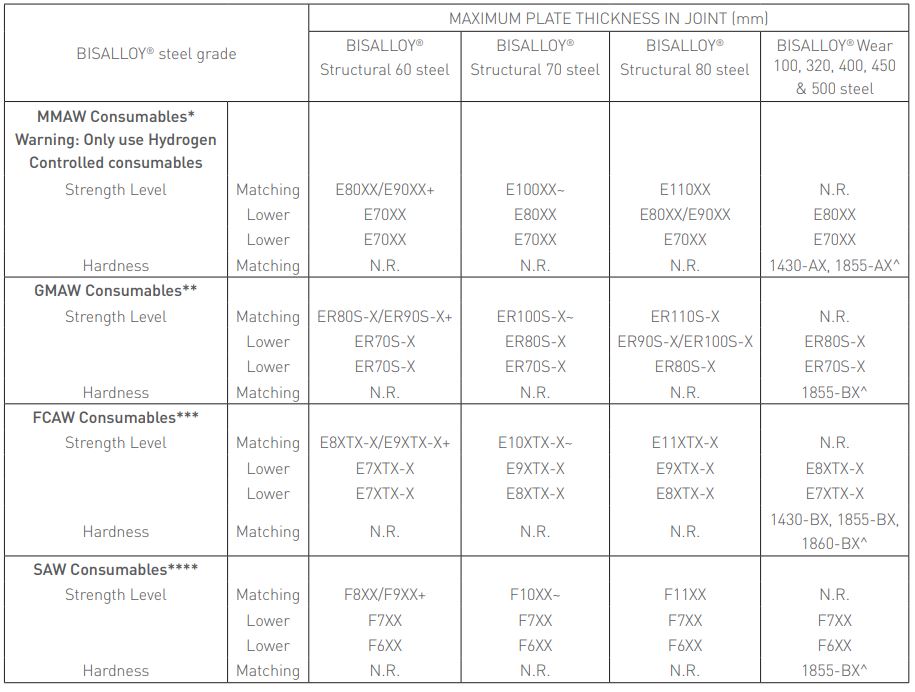
Several welding methods can be used for welding Bisalloy 80, including shielded metal arc welding (SMAW), gas metal arc welding (GMAW), and submerged arc welding (SAW). The choice of welding method depends on factors such as the thickness of the material, the welding position, and the specific requirements of the application.
Refer below table for recommended welding electrode selection.
Preheating and Interpass Temperatures
Due to the high carbon content and alloying elements present in Bisalloy 80, preheating and interpass temperature control are essential to prevent cracking and maintain the desired mechanical properties. No preheat is required for smaller thickness. For thickness more than 50 mm, apply a preheat of 100- 150 Deg C before welding & maintain it during welding.
Preheating the base metal before welding helps to reduce the cooling rate and minimize the risk of hydrogen-induced cracking. The specific preheating temperature and interpass temperature should be determined based on the thickness of the material and the welding procedure specifications.
Choosing the Correct Welding Consumables
Selecting the appropriate welding consumables, such as electrodes or filler wires, is crucial for achieving sound welds in Bisalloy 80. These consumables should have a similar composition and mechanical properties to the base metal to ensure compatibility and maintain the desired strength and toughness. Consult the steel manufacturer’s recommendations or refer to relevant welding codes and standards to choose the correct consumables for welding Bisalloy 80.
When welding Bisalloy 80, it is important to use proper welding techniques and adhere to best practices. Maintain a consistent travel speed and control the heat input to prevent overheating and distortion. Employ proper joint preparation and fit-up techniques to achieve good penetration and fusion. It is also advisable to use low-hydrogen welding processes and techniques to minimize the risk of hydrogen-induced cracking.
Post-Welding Considerations
After completing the welding process, it is essential to conduct post-weld inspections and tests to ensure the quality and integrity of the welds. This may include visual inspections, non-destructive testing, or mechanical testing to assess the weld’s strength, soundness, and adherence to specified requirements. Any defects or imperfections should be addressed and repaired promptly to maintain the structural integrity of the welded components.
PWHT
If required, stress relief can be performed on BISALLOY 80, and 80PV grades, but it is recommended only when absolutely necessary, such as to comply with AS1210 standards for road tankers.
Stress relief is advised within a temperature range of 540°C to 570°C, and the duration should be one hour per 25 mm of thickness. Thermal cycling is typically conducted in accordance with the AS1210 Code guidelines for Quenched and Tempered (Q&T) steels. Prior to any stress relief treatment, the weld bead toes should be ground to prevent stress relief cracking.
Conclusion
Welding Bisalloy 80 requires careful consideration of its composition and specific welding requirements to achieve strong and durable welds. By understanding the properties of Bisalloy 80, properly preparing for welding, selecting the right welding method and consumables, and following best practices, welders can ensure optimal results and meet the stringent demands of heavy-duty applications.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.