Pulsed metal transfer is a serious improvement in welding technology, because it combines the advantages of all other transfer methods, while being almost completely devoid of the disadvantage’s characteristic of these methods.
Unlike the transfer of a series of short circuits, the pulse process does not create splashes and is not prone to the formation of lack of fusion. The positions in which pulsed welding can be carried out are not limited, as in the case of the spray transfer process, and the use of welding wire is much more efficient.
With less heat input compared to the short circuit transfer method, the pulsed process allows a wider range of parts to be welded.
It is the reduction in heat input during the pulsed process that improves the quality of welding of thin materials, eliminating burns through and reducing warping, as well as allowing welding at lower wire feed speeds.
What is Pulse TIG Welding?
Pulse TIG Welding is a modified version of TIG welding, in which the welding current (DC) is fed intermittently in the form of pulses.
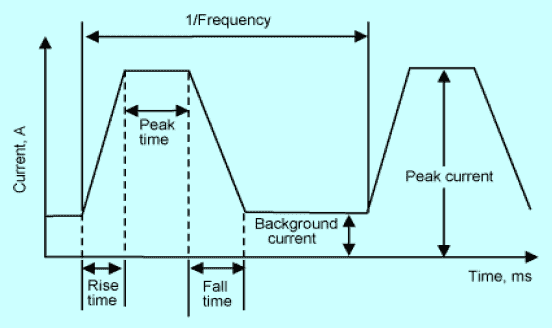
The pulsed current alternates between a low or background level and a high or peak level. The duration and amplitude of both peak and background currents can be varied independently to suit the job.
The melting takes place during the peak current period, and the weld pool solidifies between pulses as the heat is dissipated in the job during the background current period.
This current pulsing leads to intermittent melting along the joint seam, giving a series of discrete melt spots which overlap each other.
The most significant feature of this process is the apparent tolerance to external variables such as joint geometry, clamping, fit-up, dissimilar thicknesses or other factors causing variation in thermal heat sink.
This tolerance is derived from the fact that the weld pool is allowed to solidify during background time, and owing to this the effect of heat build-up is largely overcome.
Conversely, in conventional TIG welding using fixed or steady current, a delicate balance has to be maintained by the welder, between heat input from the arc and the heat sink due to the job.
This has to be done to avoid change in the degree of melting, resulting in uneven penetration and even burn-through in some cases.
Such a manual manipulation, by either change in torch angle or weaving is difficult to achieve, especially in mechanized welding and therefore leads to significant variations in joint quality. This problem is largely eliminated by the use of pulsed current technique.
A typical pulsed current waveform along with the argon gas flow sequence is shown in Figure below.
Pulsed current with rapid current rise and current decay, together with a high pulse-repetition rate is used in the joining of precision parts. Pulsed current with slower rates of current rise and fall and slower current pulse rates is used in mechanized welding.
The process is ideally suited for the automatic all-position welding of the circular joints of thin-walled pipes or for depositing the root pass in thick-walled pipes, where the pipes have a fixed horizontal position, because the same average current and voltage can be used at all points around the joint, except at the start and the finish.
With the conventional (non-pulsed) TIG process, the parameters would have to be suitably altered as the arc moves from the flat through the vertical to the overhead position. For the same reason, the pulsed process in automated form is used for the orbital welding of tubes to tubes, and tubes to plates in the fabrication of heat exchangers.
Advantageous of Pulse TIG Welding
The advantageous features of the process are summarized below:
Low welding heat input.
Tolerates variations in joint fit-up or clamping
Permits welding of sheets down to I mm with ease, which is normally difficult by standard TIG process.
Minimizes distortions owing to controlled heat input.
Makes positional welding easy.
Requires less operator skill as compared to the normal TIG process.
Shows marked improvement in weld quality.
Is suited to mechanization/automation.
Is ideal for critical applications Such as root passes of pipes, joining dissimilar thicknesses, etc.
The strong electromagnetic forces developed by the high pulse of current agitate the weld puddle and thereby eliminate weld porosity and ensure thorough root fusion.
A typical modern pulsed TIG equipment, shown in Figure below is a solid-state Pulse TIG welder with fully transistorized current control.
With the help of the electronic controller fitted therein, it is possible to pre-set different welding parameters like pre-flow time, up-slope, down-slope, peak background current, peak time, background time, final current level and post-flow time as required.
In this Pulse TIG welder, excellent waveform is achieved through solid-state transistorized circuitry. The arc is initiated by a high frequency system with booster voltage circuity, which automatically gets cut off after the arc is formed.
A special circuitry automatically cuts off the agitate the weld complete system, including argon flow if the welding operation does not commence within 10 sec of pressing the start switch. This prevents wastage of costly argon gas on the shop floor.
The power source (DC) has constant current (i.e., drooping) characteristics in the operating region to ensure uniform penetration. Control panel is of modular construction for easy accessibility and maintenance.
Self-sufficient water recirculating system is provided for cooling of power transistors. Safeguards are also incorporated against inadequate supply of cooling water or failure of recirculating system Equipment trolley has space for mounting the gas cylinder, to ensure complete portability of the equipment.
Important specifications (Settings & parameters) of the Pulse TIG welder are given below:
Peak current range (DC)
Background current range (DC)
Time duration of peak current
Time duration of background current
Starting up-slope time (up to peak current setting)
Down-slope time (up to min. current level)
Final current level
Gas pre-flow time
Gas post-flow time
Open circuit voltage
Max. cont. welding current at 60% duty cycle
Max. auto. welding current at 100% duty cycle
Rating at 60% duty cycle
Rating at 100% duty cycle
Semi-automatic TIG Welding
In this process, the filler wire in continuous length is fed mechanically and at controlled speed into the arc area, while the welder advances the torch manually along the joint.
A motor-driven wire-feeder feeds the wire through a flexible hose. The attachment that brings the filler wire into the arc area is mounted on the electrode holder, thus enabling the wire to enter the arc from any direction.
The semi-automatic TIG demands less skill from the welder and makes his task easier.
Mechanized or Automatic TIG
Mechanized or Automatic TIG welding method is preferred for its accuracy, efficiency and uniform results.
The Mechanized TIG welding process requires special equipment, such as an automated welding robot and a welder power source.
A robot moves the electrode along the weld seam while the welder power source provides the necessary electrical current to create the arc between the two pieces of metal.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.