Micro Welding is the permanent connection or welding of several workpieces with a geometrically defined, fixed shape. With micro-welding, the welding zone has an expansion in at least one spatial direction that is smaller than 500 micrometers.
A division can thus be made into:
Nanotechnology: 1 nm to 0.1 µm
Microtechnology: 0.1 µm to 500 µm
Precision engineering: 500 µm to 2 mm
Macro technique:> 2 mm
Micro welding is a type of welding that is used to join two pieces of metal together. It is often used to weld small parts together, and it can be done with a handheld torch or a laser.
Micro welding can be used to weld metals such as steel, aluminum, and brass, and it produces a strong bond that is resistant to corrosion.
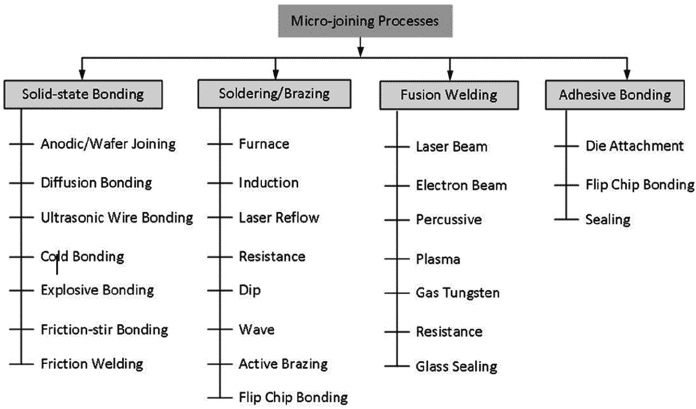
Classification of Micro Welding processes
Various joining techniques are used for Micro Welding. The following processes are most frequently used as welding processes in Micro Welding technology:
1. Bonding: Bonding is used almost exclusively for contacting semiconductors with wire or ribbon.
Thermosonic bonding is based on ultrasonic welding with a heated substrate (T = 150–300 ° C) and is mainly used with gold wires (d = 10–75 µm).
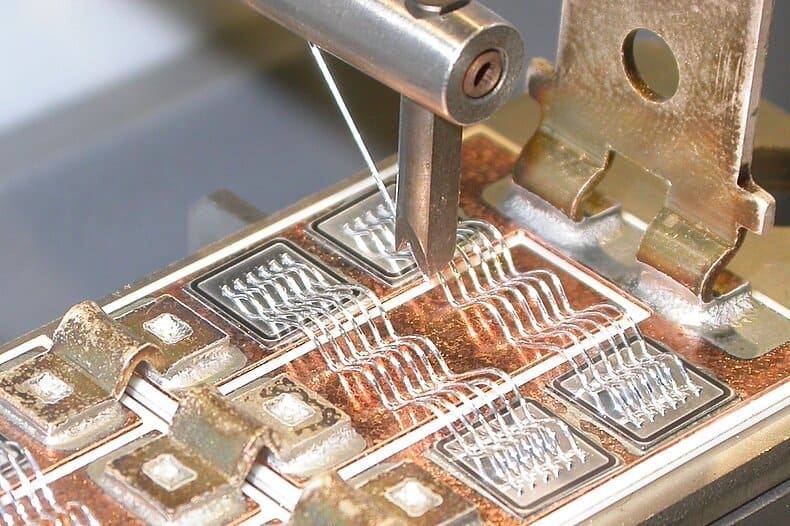
Ultrasonic bonding uses ultrasound to weld “thick” wires (d = 100–500 µm) based on aluminum or copper. A typical application – contacting power transistors with aluminum wires (d = 300 µm) – is shown in Figure 1.
Fig. 1: Thick wire bonding of power transistors with aluminum wire
2. Resistance Welding: Depending on the geometric conditions, resistance welding includes spot, projection, gap, butt, and thermo compression welding.
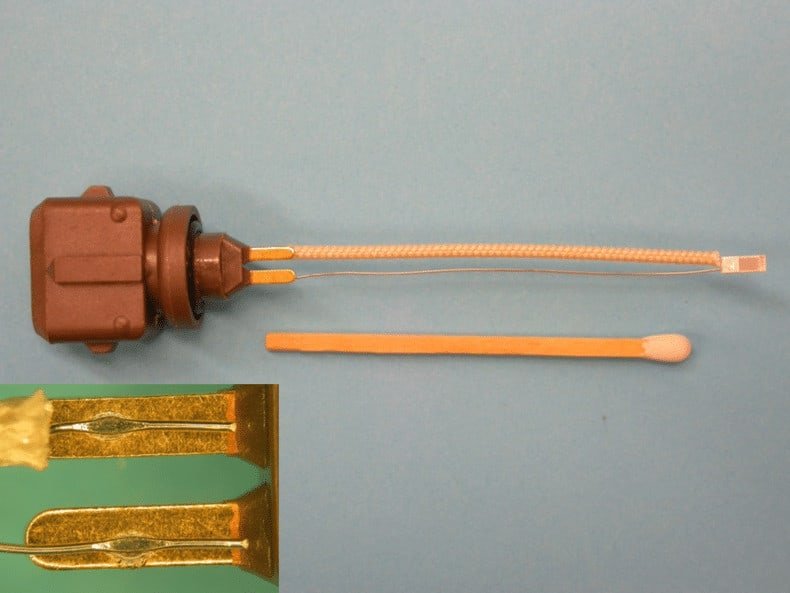
With one or more current pulses through the joining components, a welded connection with a molten phase and lens formation or a diffusion weld is achieved. Figure 2 shows a projection welding of a PT100 with the contact lug.
Fig. 2: Resistance welding of temperature sensors (PT100)
3. Laser beam Welding: Laser beam welding is used for spot and seam welding. With the exception of silver, all fusion-weldable metals and alloys can be welded with solid-state lasers (fiber, disk, and Nd-YAG lasers) or diode lasers.
As a universal welding process, laser beam sources are used today in all areas of technology.
4. Tungsten inert gas welding/microplasmawelding: In tungsten inert gas welding and micro plasma welding, an arc is used as the heat source. In the manufacture of flexible metal hoses, thin components are welded to form corrugated hoses, bellows or expansion joints.
Pressures are measured using pressure membranes, with metal foils from 50 µm to 0.5 mm being welded together with flanges to form pressure sensors.
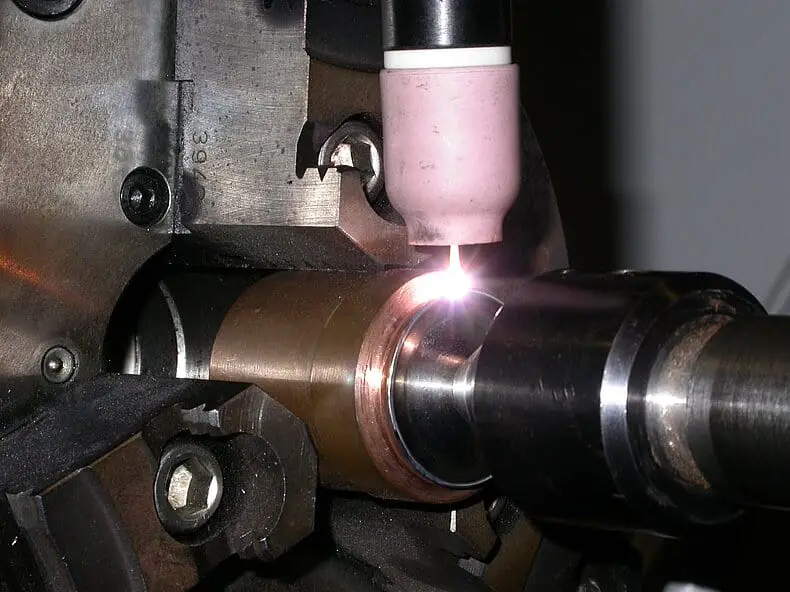
The electrical contacting of enamel-insulated copper wires with the welding lugs for the production of coils or relays is made by tungsten inert gas welding with very short arc burning times, which are in the order of 50 ms, Figure 3.
Fig. 3: Tungsten inert gas welding of pressure measuring diaphragms
Other applications
Micro Welding is used in many areas of electronics and microelectronics to produce electrically conductive connections or contacts, as they typically occur with semiconductors and power semiconductors.
For this, gold, aluminum, or copper wires between 10 µm and 500 µm are welded. For the production of electric motors (small electric motors), coils or relays mainly enameled copper wires and copper strands are used.
In medical technology, implantable materials such as welded titanium, corrosion-resistant steel, platinum, tantalum, or gold are in demand as components for housings, dosing pumps, or surgical instruments.
Welded high-temperature alloys such as tungsten, molybdenum, nickel, and cobalt alloys are required in the lamp and tube industry as well as in furnace construction.
In sensor technology, welded components are used, among other things, to measure temperature, pressure, force, torque, or other physical quantities.
Micro Welding Machine
Smaller and more portable than traditional welding machines, micro welding machines are ideal for precision work. They are typically used to weld very thin metal sheets or to join two pieces of metal together.
Micro welding machines are often used in the manufacturing of medical devices, eyeglasses, and other small components. A micro welding machine is a small, handheld device that is perfect for jobs that require precision welding.
These machines are lightweight and easy to use, making them perfect for small jobs or repairs. Micro welding machines are available in both AC and DC models, so you can choose the one that best suits your needs.
They also come with a variety of tips and attachments, so you can easily weld different types of materials. If you need a welder for a small job or repair, then a micro welding machine may be the perfect option for you.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.