This article covers the process of arc welding, What is arc welding, how arc welding works, its history, types, techniques and safety considerations. Arc welding is a type of welding that uses electricity to form an electric arc between an electrode and the base material.
It is a popular form of welding as it is relatively simple to use and can be used on most metals, including steel and aluminum.
What is Arc Welding?
Arc welding is a fusion welding process that uses an electric current (AC or DC) to create a welding arc to melt and fuse metal workpieces together.
The electric arc is formed between an electrode (a wire or rod) and the workpiece by resistance, resulting in thermal energy that melts the metal and creates a weld pool that solidify after cooling and makes a weld.
A distinction is made between open arc welding (with welding electrodes such as with Stick Welding (SMAW)), concealed arc welding (under a special protective agent such as in SAW and ESW) and arc welding (the arc burns in a separately supplied shielding gas such as with TIG and MIG Welding).
How Arc Welding Works?
Arc welding works by creating an electric arc between an electrode and the workpiece. When an electric current is passed through the electrode, it heats up and melts the metal, creating a pool of molten metal that cools and solidifies to form a weld.
An electric arc powered by a power source generates intense heat that fuses metal parts together. It can be guided either manually or mechanically along the parts to be joined.
The heat generated by the arc also causes the workpiece to melt and fuse with the electrode, creating a strong bond.
During the welding process, the electrode is progressively consumed, and filler material may be added to the weld to increase its strength and size. The process requires a power source, an electrode holder, and safety equipment such as a welding helmet and gloves.
How’s the Welding Arc Created?
The arc required for welding is an electrical discharge between the welding electrode and the workpiece. The arc is generated when a sufficiently large voltage pulse (trigger ignition) is developed between the workpieces, or the welding electrode is tapped onto the material to be welded (contact ignition).
The arc is the basis of arc welding. It welds the starting material and the filler material, whereby the weld seam is produced.
Here, the voltage discharges like a lightning strike, allowing electricity to flow through an air gap, resulting in the creation of an arc that has a temperature of several thousand degrees Celsius, at a maximum of 10,000 degrees Celsius (18,000 degrees Fahrenheit).
Via the welding power supply, a continuous current is formed through the welding electrode to the workpiece and for this reason the workpiece must be grounded via a grounding cable in the welding machine before the welding process is started.
In TIG welding, the welding electrode is an unconsumable tungsten electrode and the filler material is manually fed to the weld. In MIG/MAG welding, the electrode is a welding wire that is passed through the welding torch. The wire melts and becomes the filler material in the workpiece.
In order to obtain a smooth and durable weld, the welding arc should be stable. Therefore, it is important that a welding stress is used and a wire feed speed is selected that is suitable for the material to be welded and its strength.
Arc welding has a long and interesting history, which can be traced back to the late 1800s. Here are some of the key milestones in the development of arc welding:
In 1802, Sir Humphry Davy invented the carbon arc welding process, which involved using a carbon electrode to create an electric arc that could melt metals.
In the 1880s, Nikolay Slavyanov and C.J. Holslag independently developed an arc welding process that used a metal electrode. This process was used to weld lead plates and was known as the “Slavyanov arc welding process.”
In the early 1900s, Oscar Kjellberg developed a coated electrode that could be used to weld steel. This process, known as shielded metal arc welding (SMAW), is still used today.
In the 1920s, alternating current (AC) arc welding was developed, which allowed for higher welding speeds and better control over the welding process.
In the 1930s, gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, was developed. This process used a non-consumable tungsten electrode and an inert gas shield to produce high-quality welds.
In the 1940s, gas metal arc welding (GMAW), also known as metal inert gas (MIG) welding, was developed. This process used a consumable electrode and a shielding gas to produce high-speed, high-quality welds.
Today, arc welding is a widely used and important process in many industries, including manufacturing, construction, and repair.
Classification of Arc Welding Processes
Arc welding processes can be classified into several categories based on the type of electrode used, the shielding method, and the welding position.
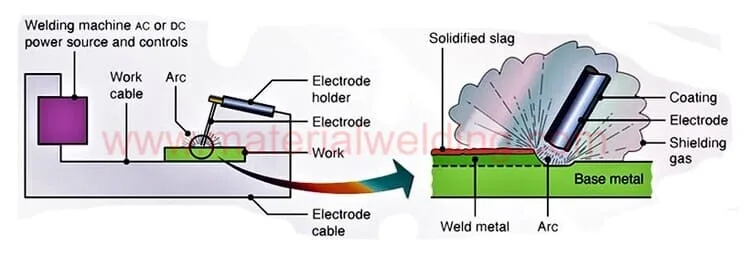
Shielded Metal Arc welding (SMAW), Stick Welding or MMAW Process
Shielded Metal Arc Welding (SMAW), also known as Stick Welding or Manual Metal Arc Welding (MMAW), is a welding process that uses a consumable electrode covered in a flux coating.
The electrode is held in a holder and an electric current is passed between the electrode and the metal workpiece, creating an electric arc that melts the metal and the electrode.
The flux coating on the electrode creates a gas shield around the weld, protecting it from atmospheric contamination and allowing the weld to cool gradually.
SMAW is a versatile and widely used welding process that can be used on a variety of metals and alloys, including steel, stainless steel, and cast iron. It is also portable and can be used in remote locations or outdoor environments.
However, SMAW requires frequent electrode changes and produces slag that needs to be removed after welding. It is also slower than some other welding processes and can be more difficult to learn and master.
TIG welding, also known as Gas Tungsten Arc Welding (GTAW), is a welding process that uses a non-consumable tungsten electrode to create an arc that melts the metal workpiece.
The electrode is held in a torch and an inert gas, such as argon, is used to shield the weld area from atmospheric contamination.
TIG welding produces high-quality welds with excellent precision and control, making it ideal for welding thin materials, such as aluminum and stainless steel, and for applications where aesthetics and accuracy are important.
The process can be used with or without filler metal, depending on the application, and can be performed in all welding positions.
However, TIG welding is slower than some other welding processes and requires more skill and experience to master. It is also not suitable for thicker materials, as it may not provide enough heat input for adequate fusion.
Gas Metal Arc Welding (GMAW), also known as Metal Inert Gas (MIG) welding or Metal Active Gas (MAG) welding, is a welding process that uses a consumable wire electrode and a shielding gas to protect the weld from atmospheric contamination.
The wire electrode is fed through a welding gun, which also supplies the shielding gas. An electric current is passed through the wire, creating an arc that melts the wire and the metal workpiece, fusing them together.
The shielding gas, which is usually a mixture of argon and carbon dioxide, prevents atmospheric contamination and helps to cool and solidify the weld. GMAW is a fast and versatile welding process that can be used on a wide range of metals and alloys, including steel, aluminum, and copper.
It produces high-quality welds with good penetration and minimal spatter, and can be used in all welding positions. However, GMAW requires a high level of operator skill and may not be suitable for outdoor or windy conditions.
It also requires a constant supply of shielding gas and consumable wire, making it more expensive than some other welding processes.
Flux Cored Arc Welding (FCAW- Gasless MIG)
Flux Cored Arc Welding (FCAW) is a welding process that uses a tubular wire electrode with a flux core to shield the weld from atmospheric contamination.
FCAW is similar to GMAW, but the wire electrode is not solid and does not require an external shielding gas. The flux core in the wire electrode contains fluxing agents that produce a shielding gas when they are heated by the welding arc.
This gas protects the weld from atmospheric contamination and helps to cool and solidify it. FCAW can be performed with or without an external shielding gas, depending on the application.
Submerged Arc Welding (SAW) is a welding process that involves the formation of an arc between a continuously fed bare wire electrode and the workpiece. The arc is shielded from atmospheric contamination by a layer of granular flux that is fed onto the weld joint and completely covers the arc.
As the electrode melts, it is deposited onto the workpiece, creating a weld. The flux layer covering the arc helps to protect the molten metal from oxidation and also serves as a coolant, preventing the workpiece from overheating.
SAW is a highly efficient process that can produce high-quality welds at a high rate of speed. It is commonly used in industries such as shipbuilding, pipe welding, and structural steel fabrication.
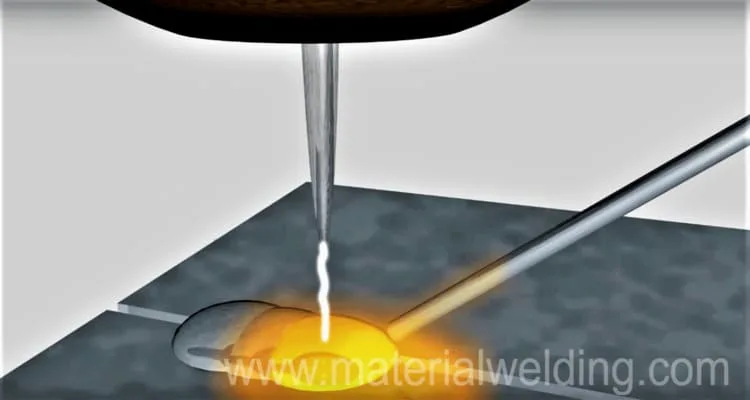
Plasma Arc Welding (PAW) works by creating an electric arc between a non-consumable tungsten electrode and the workpiece.
The arc ionizes the gas, creating a plasma that is very hot and can melt the workpiece. The plasma is contained and directed using a constricting nozzle, which increases the arc’s heat and density.
As the plasma arc melts the workpiece, a filler metal can be added to create a weld. The welding process is shielded from atmospheric contamination using a flow of inert gas, such as argon or helium, to protect the molten metal from oxidation.
The process can be performed manually or using automated equipment, and is commonly used in applications that require high quality and precision, such as in aerospace, medical equipment, and electronics.
Versatile: Arc welding can be used on a wide range of materials, including steel, aluminum, and stainless steel.
Easy to set up and use: The equipment required for arc welding is relatively simple and easy to operate, making it accessible to a wide range of users.
High-quality welds: Arc welding can produce high-quality welds with good strength and durability.
Cost-effective: Compared to other welding processes, arc welding is relatively inexpensive, making it a popular choice for many industrial applications.
Disadvantages:
Health and safety risks: Arc welding produces bright light, high temperatures, and fumes that can be harmful to the eyes, skin, and respiratory system if not properly protected.
Limited portability: Arc welding equipment can be heavy and bulky, making it difficult to move from one job site to another.
High skill requirement: Arc welding requires a high degree of skill and experience to produce high-quality welds, and may not be suitable for inexperienced or untrained operators.
Surface preparation: The workpiece needs to be properly cleaned and prepared before welding to ensure a strong and durable weld.
FAQS
What are the safety precautions to take when arc welding?
When arc welding, it is important to wear protective gear, including welding helmets, gloves, and clothing. The work area should be well-ventilated to prevent exposure to welding fumes, and proper grounding of the equipment is important to avoid electrical shocks.
What materials can be welded using arc welding?
Arc welding can be used to weld a wide range of materials, including steel, aluminum, and stainless steel.
Can arc welding be used in outdoor environments?
Arc welding can be used outdoors, but weather conditions such as wind and rain can affect the quality of the weld. Additional precautions may be needed to protect the work area from these conditions.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.