NR-211-Mp versus E71T-11
NR-211-Mp is a Flux Cored Arc Welding wire used for welding mild steel, carbon steel, and carbon steel to low alloy steel welding applications. The wire has fast freezing slag which is beneficial for out-of-position welding and poor fit-up joint welding.
These wires fall under the category of self-shielded flux-cored wires that offers a smooth spray transfer mode of metal transfer with minimal weld spatters.
NR-211-Mp (E71T-11) wire can be used in all Welding positions to perform single pass or multi-pass welds. The maximum thickness recommended for welding using NR-211-Mp (E71T-11) is 3/4 inches (19 millimeters).

While NR-211-MP is the brand name, the wire classification is E71T-11 as per AWS A5.20. So, actually, there is no difference between the NR-211-Mp & E71T-11.
The main point is NR-211-MP is a registered trademark by Lincoln Electric for this wire, E71T-11 is standard classification as per AWS A5.20 specification and any company can make under this classification.

NR-211-MP-RSP meaning
NR-211 is the registered trademark & brand name of the wire made by Lincoln Electric Company, USA. NR-211-MP flux-cored wire classification is E71T-11 as per AWS A5.20.
The equivalent of NR-211-MP (E71T-11) as per CSA CWB/CSA W48-06 is E491T-11-H16. The BPVC ASME Section IX A. No for E71T-11 (NR-211-MP) is ‘1‘ and F. No. is ‘6’.
What is NR 211 MP used for?
NR 211 MP (E71T-11) is used for welding mild steel, carbon steel, and dissimilar welding of carbon steel to low alloy steel. Due to the fast freezing characteristics of the wire, it is beneficial for overhead and vertical welding as well as welding of larger root gaps in fillet & groove welds.
E71T-11 wire can be used for single-pass welding or multipass welding application for welding carbon steel and other metals within similar metallurgy. This is a self-shielded FCAW wire and hence does not requires any external gas shielding.
The wire is used in shipbuilding, structural welding, pressure vessels, boilers welding, and welding of cast steel.
A Flux core arc welding setup is required to perform welding with this wire. Click here to read more information about the Flux Cored Arc Welding (FCAW) Process in depth.
NR-211-MP versus E71T-GS
E71T-11 (NR-211-MP) & E71T-GS are both flux-cored wires as per AWS A5.20 specification. NR-212 or E71T-GS is a wire with a ‘G’ classification (Similar to ER70S-G) where the wire manufacturers can modify the wire chemistry as per the purchaser’s requirements.
Here, ‘G’ refers to that electrode for the ‘general’ classification. The reason- not all of the requirements that are given for other wires/ rod is applicable for the rod with the ‘G’ classification.
While E71T-11 is with defined chemistry and mechanical properties. E71T-11 can be used for single pass or multipass while E71T-GS is used only for single-pass applications.
A details comparison between E71T-11 (NR-211-MP) & E71T-GS is given in the below table.
| NR-211-MP (E71T-11) | E71T-GS | |
| Specification | AWS A5.20 | AWS A5.20 |
| Wire Classification | E71T-11 | E71T-GS |
| Polarity | DCEN | Not specified |
| Welding position | H, F, VD, OH | H, F, VD or VU, OH |
| Single /multipass | Both | only Single-pass |
| Shielding gas | Self-shielding | Not specified |
NR-211 vs NR-212
Both NR-211 and NR-212 are lincoln brand flux-cored arc welding wires. NR-211 is used for welding mild steel and carbon steel while NR-212 is used for low alloy steel welding applications.
While the chemical & mechanical properties of Nr-211 are given in the specification AWS A2.20, for NR-212 as per AWS A 5.29, the chemical & mechanical properties such as wire chemistry, toughness, slag system, shielding gas type are to be agreed upon between the wire manufacturer & purchase before placing the order.
Although, Tensile strength & yield strength is the same for both wires. Detailed differences between NR-211 and NR-212 are listed below:
| NR-211-MP | NR-212 | |
| Specification | AWS A5.20 | AWS A5.29 |
| Wire Classification | E71T-11 | E71TG-G |
| Polarity | DCEN | Not specified |
| Welding position | H, F, VD, OH | Not specified |
| Single /multipass | Both | only multi-pass |
| Shielding gas | Self-shielding | Not specified |
NR-211-MP tensile strength
The minimum tensile strength of NR-211-MP is 70 ksi- 95 ksi (605- 645 MPa). The yield strength of NR-211-MP is 58 ksi minimum (400 MPa minimum).
The percentage elongation for this wire is a minimum of 20%. All these minimum properties requirements as per AWS A5.20 flux-cored arc welding wire specification.
Charpy V Notch toughness requirements are not specified for E71T-11 in the AWS A2.20 specification. Purchasers who wish to have specified toughness requirements need to specify these requirements to the manufacturer before placing the order.
What is the E71T-1CH4 flux core wire specification- meaning?
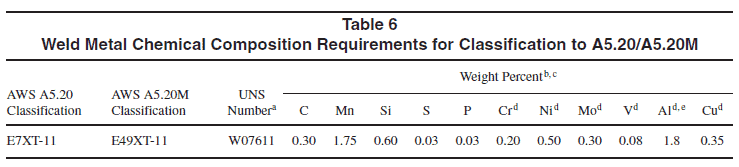
The chemical properties of NR-211-MP (E71T-11) FCAW wire are given in the below table.
The carbon percentage is a maximum of 0.30%, Manganese is 1.75%, Silicon is 0.60% and other alloying elements with ‘d’ superscript are usually not added to the wire but if added intentionally by the wire manufacturer, they must be reported.
NR-211-MP (E71T-11) Welding Polarity
E71T-11 (NR-211-MP) is used with Direct Current Electrode Negative (DCEN) polarity in Welding. E71T-11 wire can be used for single-pass welding or multipass welding application.
Refer to the below post for what is welding Polarity and their types in different welding processes.
Related reading: Types of polarity in SMAW, MIG, MAG, FCAW, TIG and SAW
Inner Shield NR-211-MP settings
Inner Shield NR-211-MP is a flux-cored arc welding wire used with DCEN polarity.
The selection of welding current and voltage with this wire depends on the material thickness, welding position, and type of welding joint.
The most commonly used welding settings for current, voltage, and CWD when welding with Lincoln NR-211-MP (E71T-11) are given in the below table for reference.
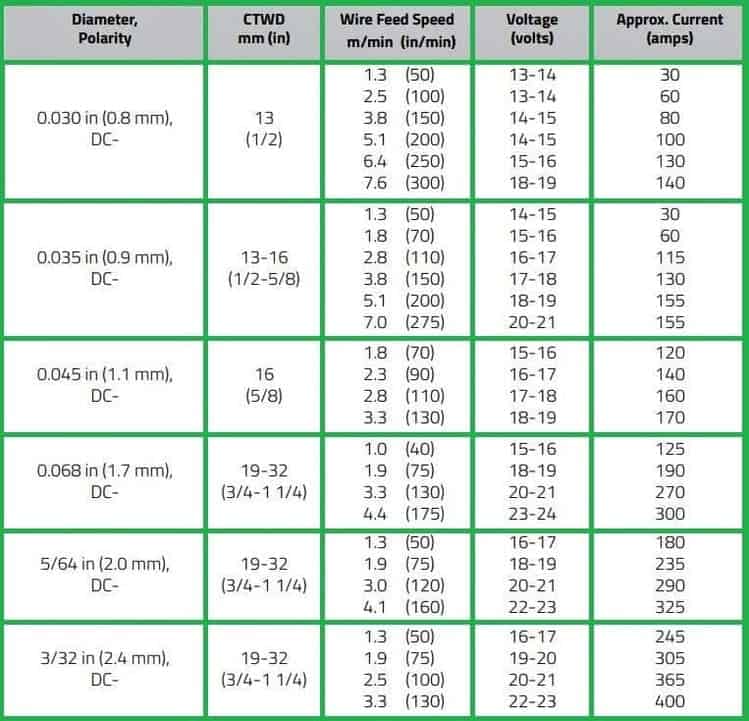
The range of welding current varies based on the welding position, wire diameter, type of welding joint, and contact tip to word distance (CTWD).
Which shielding gas is required for Innershield NR-211-MP?
NR-211-MP (E71T-11) is a self-shielded flux-cored arc welding cored wire. This means that no external shielding gas is required during welding when using NR-211-MP (E71T-11).
The coating elements present in the wire burn and produce sufficient shielding gases for molten weld pool protection from atmospheric oxidation and contamination.
Related Reading: Shielding gases for MIG-MAG, TIG, and FCAW welding and shielding gases purity


")



