Welding is a unique process that requires the use of various gases to achieve desired results. One of the most important aspects of welding is understanding how to properly convert gas volumes.
The benefits of correctly converting welding gas volumes include improved machine performance, improved weld quality, and cost savings.
Although, depending on the pressure the volume can be increased.
Boyle’s Law is a scientific law that states the volume of a fixed amount of gas at constant temperature will vary inversely to its pressure. This means that as the pressure increases, so does the volume decrease and vice-versa.
Boyle’s Law can be expressed mathematically by using the equation:
P1V1=P2V2
where P1 is initial pressure, V1 is initial volume, P2 is final pressure and V2 is the final volume.
So, a gas cylinder can contain a higher volume of gases under increased pressure. This is how a gas cylinder contains a high volume of gas in a small space.
Conversion factors for Acetylene Gas
Acetylene
standard cubic meters in gaseous form
liters liquid
kilogram (kg)
m³
1
N.A.
1.1
kg
0.909
N.A.
1
Example: To convert Acetylene from m3 to kg, multiply with 1.1, and from kg to m3 multiply by 0.909 factor.
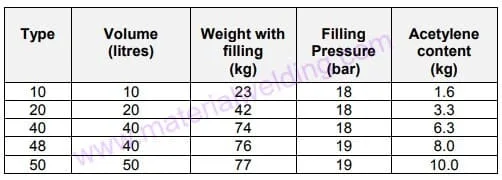
The below table gives the acetylene gas cylinder volume, filling pressure, and acetylene gas weight accordingly.
Conversion factors for Argon Gas
Argon (Ar)
standard cubic meters in gaseous form
liters liquid
Kg
m³
1
1.197
1,669
l
0.835
1
1,394
kg
0.599
0.717
1
Example: To convert Argon from 1 m3 to kg, multiply by 1.669. 1 cubic meter of argon in gaseous form is equal to 1.197 liquid argon and 1.669-kilogram weight.
Conversion factors for Helium Gas
Helium (He)
standard cubic meters in gaseous form
liters liquid
Kg
m³
1
1,336
0.167
l
0.7485
1
0.125
Conversion factors for CO2 Gas
Carbon dioxide (CO2)
standard m³ in gaseous form
liters liquid
Kg
m³
1
1,569
1,848
l
0.637
1
1.178
kg
0.541
0.849
1
Conversion factors for Oxygen Gas
Oxygen (O)
standard m³ in gaseous form
liters liquid
Kg
m³
1
1.172
1,337
l
0.853
1
1.141
kg
0.748
0.876
1
Conversion factors for Nitrogen Gas
Nitrogen (N)
standard m³ in gaseous form
liters liquid
Kg
m³
1
1,447
1.17
l
0.691
1
0.809
kg
0.855
1,237
1
Conversion factors for Hydrogen Gas
hydrogen
standard cubic meters in gaseous form
liters liquid
Kg
m³
1
1,188
0.0841
l
0.8418
1
0.0708
kg
11.89
14.124
1
Rule of thumb Shielding gas consumption in MIG welding
Welding wire diameter (mm) x 10 = Consumption / liter per minute
Example: If I weld with 0.8 mm welding wire, I use about 8 liters of shielding gas per minute ( 0.8 x 10 = 8 ) A different value applies to aluminum because aluminum welding requires a little more shielding gas. A factor of 15 is applied here. So for aluminum welding, gas consumption will be: 12 liters per minute (0.8 x 15 = 12)
Rule of thumb content of gas bottle / residual pressure
Cylinder volume x residual pressure in bar = remaining gas in liters Example: My 10-liter Argon 4.6 gas cylinder was delivered with a pressure of 200 bar. In the meantime, there is still a residual pressure of 100 bar in the gas bottle.
If you now multiply this 100 bar by 10, the result is the remainder of 1000 liters of gas that still remains in the argon bottle = (100 bar x 10 liters = 1000) Note: The rule of thumb is only possible for gases that are stored in gaseous form in the bottle, e.g. CO2 is in liquid form in the bottle. The remaining quantity must be calculated using the tare weight of the bottle.
Rule of thumb for TIG Welding Gas flow rate
In TIG Welding, thumb rule for welding gas flow rate is equal to the nozzle (cup) size. For a gas cup size of 6, use 6 LPM flow rate.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.