Sheet metal welding is a skillful technique that can be used to create a wide range of structures and objects, from cars and airplanes to home appliances and metal sculptures.
But despite its versatility and importance, many people are still unfamiliar with the basics of sheet metal welding.
In this blog post, we're going to take a closer look at this fascinating process, exploring the different types of welding techniques and materials used, as well as the tools and equipment needed to get started.
Whether you’re a professional metalworker or just a hobbyist looking to try your hand at welding, you’re sure to find something of interest in this in-depth guide. So why wait? Let’s dive in and discover the world of sheet metal welding together!
"In principle, almost any metal can be processed into sheet metal, i.e. a flat, rolled product. Depending on the thickness of the sheet, however, the heat effect and a corresponding welding method must be selected so that the sheet metal is not burned out during welding."
Here are some tips and equipment setups to keep in mind when MIG welding sheet metal:
Use the right type of wire: MIG welding uses a wire electrode that is fed through a gun. The wire should be made of the same material as the metal you are welding and should have the same thickness. Common wire types include mild steel, aluminum, and stainless steel. Remember to use small diameter wires such as 0.025-inches (0.8 mm).
Use the right shielding gas: MIG welding requires a shielding gas to protect the weld from the atmosphere. Common gases include 75-25 welding gas (argon+CO2 mix). The shielding gas should be matched to the type of wire being used.
Adjust the machine settings: The machine settings should be adjusted based on the type of metal, the thickness of the metal, and the type of wire being used. Common settings include voltage, wire speed, and amperage. Use low amperage with short circuit mode or pulse mode only.
Use the right equipment: MIG welding requires a power source, a wire feeder, a gun, and a gas cylinder. It is important to use equipment that is designed for MIG welding and that is in good working condition.
Choose the right type of material: MIG welding is suitable for a wide range of sheet metal thicknesses and materials, including mild steel, aluminum, and stainless steel. But you should be careful when welding some materials like galvanized steel, as it may release toxic fumes.
In summary, MIG welding is a widely used method of sheet metal welding that is relatively easy to learn and can be used to weld a variety of materials, such as mild steel, aluminum, and stainless steel. With the right equipment and settings, it can produce high-quality welds that are strong, durable, and visually appealing.
TIG welding uses a non-consumable tungsten electrode that is heated by an electric arc and can be used to weld a wide range of materials, including aluminum, stainless steel, and nickel alloys.
Here are some tips and equipment setups to keep in mind when TIG welding sheet metal:
Use the right type of tungsten electrode: The type of tungsten electrode used will depend on the material being welded. Pure tungsten electrodes are used for welding aluminum and magnesium alloys, while 2% thoriated tungsten electrodes are used for welding steel and stainless steel.
Use the right type of filler metal: TIG welding often requires the use of filler metal to build up the weld. The filler metal should be of the same composition as the base metal and should have a similar thickness.
Adjust the machine settings: The machine settings should be adjusted based on the type of metal, the thickness of the metal, and the type of tungsten electrode being used. Proper settings will ensure a stable and consistent arc and prevent overheating of the electrode or the workpiece.
Use the right equipment: TIG welding requires a power source, a TIG torch, a filler rod, and a gas cylinder. The equipment should be of good quality and in good working condition to ensure consistent welds.
Use the right welding gases: Argon and Helium are the most common gases used for TIG welding as they provide a stable and consistent arc, and protect the weld from the atmosphere. Argon is more commonly used as it is less expensive than helium.
In summary, TIG welding is a precise and versatile method of sheet metal welding that requires a high degree of skill and precision. With the right equipment, settings, and technique, TIG welding can produce high-quality, visually pleasing and durable welds on a wide range of materials.
The following are some important tips and equipment setups to consider when stick welding sheet metal:
Choosing the right type of electrode: Stick welding electrodes are available in different types, such as mild steel, low-hydrogen, and stainless steel. It is crucial to choose an electrode that is suitable for the type of metal being welded. Recommended electrode diameter is 3/32″ (2.5 mm) for sheet metal welding.
Proper preparation of the workpiece: Clean the surface of the workpiece to remove any rust, paint, or other contaminants that may affect the quality of the weld.
Adjusting the machine settings: Stick welding machines have several settings that must be adjusted to suit the type of electrode, the thickness of the metal, and the welding position. Proper settings using a low amperage will ensure a stable and consistent arc and prevent overheating of the electrode or the workpiece.
Using the right equipment: Stick welding requires a power source, a welding rod, and a ground clamp. It is important to use equipment that is designed for stick welding and that is in good working condition.
Welding technique: Stick welding requires a technique that allows the electrode to be held at the correct angle and distance from the workpiece. This technique can be learned through practice and experience.
Flux core arc Welding of Sheet metals
Flux Core Arc Welding (FCAW) is a type of welding that uses a tubular wire electrode filled with flux. It is similar to MIG welding, but instead of using a shielding gas or gasless operation, the flux in the wire creates a shield as it is consumed, thus protecting the weld from the atmosphere.
When using Flux Core Arc Welding (FCAW) to weld sheet metal, it is crucial to properly adjust the welding machine settings to ensure a stable and consistent arc, and to prevent overheating of the wire or the workpiece. Here are some tips for adjusting the machine settings for FCAW sheet metal welding:
Wire feed speed: Start by adjusting the wire feed speed to match the type of wire being used and the welding position. A slower wire feed speed is typically used for welding in the flat position, while a faster speed is used for welding in the vertical and overhead positions. This is to ensure that the wire is fed at the appropriate rate to produce consistent and stable welds.
Voltage: The voltage should be set according to the type of wire being used and the thickness of the metal. A higher voltage is typically used for thicker metal and a lower voltage for thinner metal. This is to ensure that the right amount of heat is applied to the wire and workpiece to produce a consistent and stable arc.
Amperage: The amperage should be set according to the type of wire being used and the thickness of the metal. A higher amperage is typically used for thicker metal and a lower amperage for thinner metal. This is to ensure that the right amount of heat is applied to the wire and workpiece to produce a consistent and stable arc.
Laser welding is a type of welding that uses a high-energy laser beam to melt and fuse metal together. It is a highly precise and efficient method of welding sheet metal and is commonly used in industries such as aerospace, medical, and electronics.
Here are some tips and equipment setups to keep in mind when laser welding sheet metal:
Use the right type of laser: Different types of lasers can be used for welding, such as CO2, Nd:YAG, and fiber lasers. The type of laser used will depend on the type of metal and the thickness of the metal being welded. A solid state laser is good for sheet metal welding.
Proper preparation of the workpiece: Clean the surface of the workpiece to remove any rust, paint, or other contaminants that may affect the quality of the weld.
Adjusting the machine settings: Laser welding machines have several settings that must be adjusted to suit the type of laser, the thickness of the metal, and the welding position. Proper settings will ensure a stable and consistent beam and prevent overheating of the metal.
Use the right equipment: Laser welding requires a laser source, optics to focus the laser beam, and a motion system to move the beam across the workpiece. It is important to use equipment that is designed for laser welding and that is in good working condition.
Welding technique: Laser welding requires a technique that allows the beam to be focused and directed at the correct location on the workpiece. This technique can be learned through practice and experience.
Gas Welding of Sheet metals
Gas welding, also known as Oxy-fuel welding, is a traditional method of sheet metal welding that utilizes a flame to heat and melt the metal, which is then fused together by a filler metal.
While it may not be as widely used as other modern welding techniques, it remains a popular choice for certain applications such as repair and maintenance of older equipment and structures.
Here are some tips and equipment setups to keep in mind when gas welding sheet metal:
Use the right type of gas: The most common gases used in gas welding are acetylene and propane. The type of gas used will depend on the type of metal and the thickness of the metal being welded.
Proper preparation of the workpiece: Clean the surface of the workpiece to remove any rust, paint, or other contaminants that may affect the quality of the weld.
Adjusting the flame: The flame should be adjusted to the correct size and shape to suit the type of metal and the thickness of the metal being welded. Proper flame adjustments will ensure a stable and consistent heat and prevent overheating of the metal.
Use the right equipment: Gas welding requires a gas torch, a regulator, hoses and gauges to control the gas flow, and a filler rod. It is important to use equipment that is designed for gas welding and that is in good working condition.
Welding technique: Gas welding requires a technique that allows the flame to be directed and focused at the correct location on the workpiece. This technique can be learned through practice and experience.
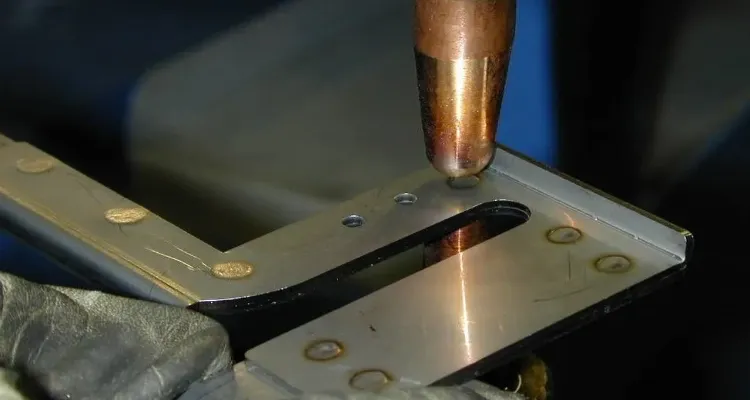
Resistance spot welding Sheet Metals
Resistance spot welding is a widely used method for sheet metal welding, particularly in the automotive industry.
This technique uses heat generated by the resistance to electrical current flowing through the metal to fuse the metal together. To ensure the best quality of welds when using this method, it’s important to consider the following tips:
Choosing the correct welding machine: Not all resistance spot welding machines are the same. It’s essential to match the machine to the type of metal and thickness of the metal being welded. This will ensure that the machine is capable of providing the right amount of heat and pressure for the specific application.
Preparing the workpiece: Proper preparation of the sheet metal is crucial for producing a quality weld. This includes cleaning the surface of the metal, removing any rust, paint, or other contaminants that may affect the quality of the weld.
Setting the machine correctly: Resistance spot welding machines have several settings that must be adjusted to suit the type of metal, the thickness of the metal, and the welding position. Proper settings will ensure a stable and consistent weld and prevent overheating of the metal.
Choosing the right electrodes: Electrodes come in different types and shapes, it’s important to choose the right type according to the type of metal being welded.
Mastering the technique: Resistance spot welding requires a specific technique to ensure the electrodes are held at the correct angle and distance from the workpiece. Practice and experience will help to master this technique.
Welding position is an important consideration when welding sheet metal, as it can affect the quality and strength of the weld. The four most common welding positions for sheet metal are the flat position, horizontal position, vertical position, and overhead position.
Flat position: In this position, the workpiece is positioned horizontally, and the welder is welding from the top side. This position is best for welding large surfaces and is ideal for welding sheet metal that is relatively thick.
Horizontal position: In this position, the workpiece is positioned horizontally, and the welder is welding from the side. This position is best for welding sheet metal that is relatively thin and for making long, continuous welds.
Vertical position: In this position, the workpiece is positioned vertically, and the welder is welding from the top side. This position is best for welding sheet metal that is relatively thin and for making vertical welds.
Overhead position: In this position, the workpiece is positioned overhead, and the welder is welding from the bottom side. This position is best for welding sheet metal that is relatively thin and for making overhead welds.
It’s important to note that the choice of welding position will depend on the type of metal, the thickness of the metal, and the accessibility of the joint.
And also, the welder’s skill level and the type of welding process used will also play a role in determining the best welding position for a particular job.
8 Tips for Welding Sheet Metals
8 Tips for Welding Sheet Metals
Following are the most important tips to consider when welding sheet metals:
Use the right filler wire
Using the correct filler wire is crucial for achieving a strong and durable weld on sheet metal. The filler wire should be of the same composition as the base metal and should have a similar thickness.
Use skip welding or stitch welding
Skip welding and stitch welding are techniques that involve welding in a sequence of small segments rather than one continuous pass. This can help to reduce distortion and warping of the metal.
Use smaller diameter welding rod
Using a smaller diameter welding rod can help to reduce the heat input and minimize distortion during welding.
Use low welding heat input
Using low welding heat input can help to reduce the risk of warping and cracking of the sheet metal.
Use pulse MIG or Pulse TIG
Pulse MIG and Pulse TIG are advanced welding techniques that can help to control the heat input and produce a higher quality weld.
Use proper clamping
Using proper clamping can help to hold the metal in place and prevent distortion during welding.
Don’t over weld
Over welding can cause excessive heat input and lead to warping and cracking of the sheet metal.
Joint fit-up and design
Proper joint fit-up and design are critical for achieving a strong and durable weld. This includes ensuring that the edges of the metal are properly prepared, aligned, and clean before welding.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.









")

