Residual stresses are an issue that must be considered when welding. These stresses can have an effect on the strength and integrity of welded structures, and thus need to be properly managed.
Residual stresses can lead to welding distortion distortions, cracking, and even complete failure of the welded joint.
This article discusses What are Residual stresses, the causes of residual stress in welding, its effects on welded structures, and ways to reduce it.
What is Residual Stresses in Welding?
Residual stresses in welding refer to the internal stresses that remain within a welded structure or component even after the welding process is complete.
These stresses can occur due to the non-uniform heating and cooling of the material during welding, which can cause localized expansion and contraction of the metal.
The concept of residual stress refers to the development of internal stress within the metal that persists even after the completion of manufacturing procedures.
These procedures may encompass actions such as thermal cutting or heating, welding, mechanical shaping, or metallurgical variations like heat treatment.
The residual stresses can lead to distortion or warping of the welded component, reduce its fatigue life, and even cause cracking or failure under certain conditions.
What are the causes of residual stress in Weld?
Residual stresses can arise in a welded component due to several factors, including:
Non-uniform heating and cooling during welding
Welding involves localized heating and cooling of the material, which can cause thermal expansion and contraction of the metal, leading to the development of residual stresses.
Differences in material properties
Welding often involves joining two dissimilar materials that have different thermal expansion coefficients and mechanical properties. This can create residual stresses at the interface between the two materials.
The welding process can lead to constrained deformation, where the material is prevented from freely contracting or expanding due to the presence of fixtures or clamps. This can cause residual stresses to develop in the welded structure.
Welding sequence and pattern
The order in which the welds are made and the welding pattern can also affect the magnitude and distribution of residual stresses in the welded component.
Metallurgical changes
Welding can also cause changes in the microstructure and material properties of the metal, such as grain growth or phase transformations, which can lead to the development of residual stresses.
How does tensile residual stress affect the fatigue life of welded joints?
Tensile residual stresses in welded joints can significantly reduce the fatigue life of the component.
This is because tensile stresses act to open up existing cracks and initiate new ones, making the material more susceptible to fatigue failure.
In a welded joint, the weld bead is often the most highly stressed region, and the heat-affected zone (HAZ) adjacent to the weld can also experience significant residual stresses.
Tensile residual stresses in these regions can cause micro-cracks to initiate and propagate, leading to crack growth and ultimately, failure.
Furthermore, cyclic loading of a component with tensile residual stresses can lead to stress concentration at the areas of highest residual stress, which can accelerate crack growth and reduce the fatigue life of the welded joint.
In contrast, compressive residual stresses can improve the fatigue life of welded joints by reducing the effective stress range and slowing down crack propagation.
How Residual stresses are induced by Welding?
Imagine two large, thick, rectangular plates that are of the same size and welded together along their long sides.
As the welding process takes place, the long edges are subjected to intense heat, causing them to melt and undergo thermal expansion.
However, the areas a short distance away from the edges remain relatively cool and do not expand at the same rate, or in some cases hardly expand at all due to the steep thermal gradient.
This means that the expansion of the plates is restricted by the plates themselves.
Similarly, as the welded joint cools down, it undergoes restricted contraction, leading to the formation of high tensile stresses along the weld line.
These high tensile stresses remain in the plates unless some action is taken to remove them.
This is the fundamental mechanism through which welding induces residual stress in the plates.
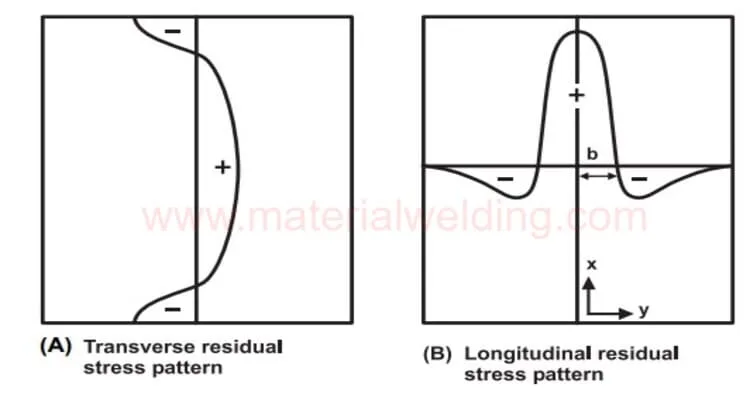
In fact, the residual stress in the longitudinal direction can be so high that it approaches the yield stress of the plate, as depicted in the figure below.
In a flat position plate weld, the residual stress pattern is usually such that the transverse stresses are not particularly high, except at the ends where they tend to be compressive.
The most critical residual stresses are the high longitudinal stresses that run parallel to the length of the weld and extend into the heat affected zone.
Residual stress measurement methods
Residual stress measurement methods can be broadly classified into destructive and non-destructive techniques.
Destructive techniques involve cutting and sectioning of the material to measure the residual stresses in the cross-section.
The most common destructive method is the incremental hole drilling technique, where small holes are drilled in the material at precise locations, and the change in strain is measured using strain gauges or other instruments.
Other destructive methods include layer removal, sectioning, and deep-hole drilling techniques.
Non-destructive techniques, on the other hand, allow the measurement of residual stresses without damaging the material.
The most commonly used non-destructive methods are:
X-ray diffraction: This method measures the changes in lattice spacing of the crystal structure caused by the presence of residual stresses in the material. The diffraction pattern is analyzed to determine the residual stress distribution.
Neutron diffraction: This technique is similar to X-ray diffraction but uses neutrons instead of X-rays to probe the material.
Ultrasonic: Ultrasonic methods involve the measurement of the velocity of sound waves through the material, which is affected by the presence of residual stresses.
Barkhausen noise analysis: This method measures the magnetic field generated by the movement of magnetic domains in the material due to residual stresses.
Hole drilling with electronic speckle pattern interferometry (ESPI): This technique involves drilling small holes in the material and analyzing the deformation around the hole using ESPI to determine the residual stress distribution.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.






 or stress relieving?")
