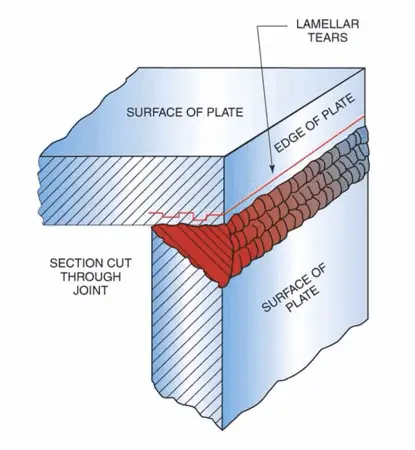
Lamellar tearing or Lamellar Cracking is a cracking phenomenon that occurs in thick Al-treated plate that is subjected to high transverse (through-thickness) welding strains. The problem is related to the presence of flattened (rolled) MnS inclusions in Al-treated parent steel, lying parallel to the plate surface and giving low ductility in the through-thickness (short transverse) direction.
The elongated inclusions on different planes at the edge of the visible HAZ crack or de-cohere, join to form stepped cracks, which progress approximately parallel to the plate surface as lamellar tears.
Stages of Lamellar Tearing
A lamellar tearing happens at 3-phases:
Start of detachment and void development at inclusions in the material.
Start of cracking by the joining of above-detached locations.
Tearing of complete material.
How Lamellar Tearing affect welding Quality?
Lamellar tearing is mainly a problem when depositing T-butt or heavy fillet welds, as opposed to straight butt welding because the orientation of the weld means that the shrinkage strains act though-thickness.
Where good ductility is needed in the through-thickness direction, this may be specified when ordering steel, as indicated in codes, e.g. BS EN 10164:2018. Short transverse reduction in area (STRA) tests are required to give a 20-30% minimum.
Often such steels are called Z-grade steels (having guaranteed properties in the Z or through-thickness direction).
This improvement can be produced by a sufficient reduction in sulfur content and by inclusion shape control, achieved by adding Ca or rare earth metals to the molten steel.
Causes or reason of lamellar tearing
Lamellar Tearing occurs when below three conditions exist such as:
Use of susceptible rolled plate having inclusions for making weld joints and,
High transverse stress acting along the through thickness or Z (short) direction of the plate.
Susceptible rolled plate refers to base material as a plate having very low ductility in the short transverse (Z) direction, which causes tearing of material even in normal welding stress as the area in the inclusion lacks the strength to withstand stresses.
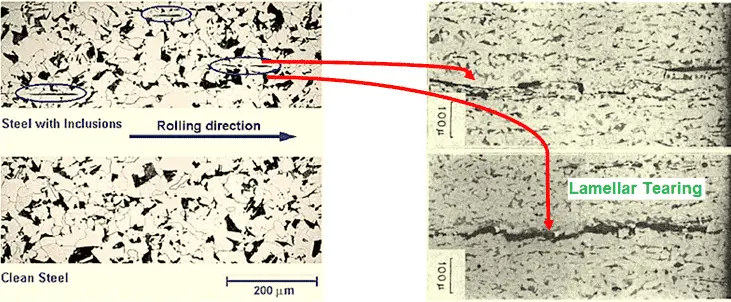
This low ductility is due to the presence of non-metallic inclusion (MnS) which will get flattened and elongated during hot rolling of material.
Mechanism of lamellar tearing/cracking
Below mentioned factors contribute to lamellar cracking or tearing.
Low through-thickness ductility of parent material also called short transverse ductility.
Thickness of material.
High quantity of stringers or inclusion along the rolling direction.
Weld joint geometry.
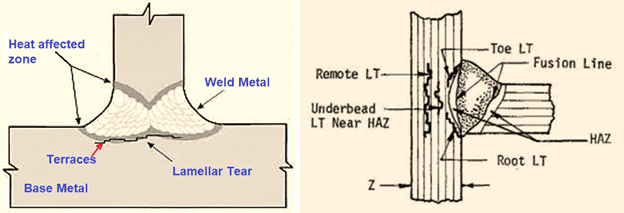
Lamellar tearing occurs in the HAZ region of C-Mn or low alloy steel, just outside the transformed region between ferritic-pearlitic structures. Impurities such as sulfur will get converted to manganese Sulphide during the solidification, deformation process.
It is oriented along the rolling direction. if the sulfur content is relatively high that is greater than 0.05% wt, then the stringer of MnS will be continuous along the rolling direction. If the sulfur content is less than 0.05% then MnS becomes discontinuous.
Another type of quantifying lamellar tearing is to perform an STRA test (Short transverse reduction area).
This is a simple test that gives some indication of lamellar cracking susceptibility. In this, the test specimen is subjected to a tensile test with their axis perpendicular to the plate surface.
It is measured as a percentage in reduction area, the higher the value of %R, The greater resistance to lamellar tearing or cracking. t measures through-thickness ductility of a steel plate (the Z direction).
Steels with low STRA are commonly associated with a high level of rolled sulfide or oxide inclusions and there is no grade of steel prone to lamellar tearing like steels with low STRA.
Usually, an STRA value of more than 20% indicates steel resistance to lamellar tearing. Steel having an STRA value less than 15% should not be used for high restraint although they can be used for light restraint weld joints. Purchasers while ordering steel with the mill can request steel having more than 20% STRA.
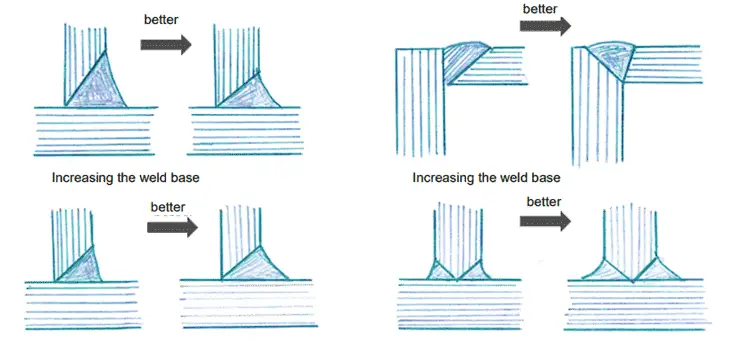
Susceptible & improved Joint designs for Lamellar tearing
Various measures can be taken to avoid lamellar tearing, the main aspect is the improved weld design as shown in the below figure.
Prevention of Lamellar Tearing
Use of low hydrogen electrodes for welding of Corner and T- weld Joints.
Thick welding joints should be welded using a welding sequence that offers surface build-out of base metal before welding against the base material face stresses in the through-thickness direction.
Follow recommended joint designs as given in the above figure when designing welds.
Avoid the use of over-strength welding consumables.
Use base material with low ( < 0.006%) sulfur or base metal with improved through-thickness properties.
Acceptance standards for Lamellar Tearing/ Cracking
As lamellar tears is a welding defect as specified in various acceptance standards such as AWS D1.1, ISO 5817 & CSA W59. Lamellar tearing is a linear defect having sharp edges and hence not permitted in the welding joints as per BS EN ISO 5817:2017.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.




")



