Hardox 400 is abrasion-resistant steel material created by the SAAB company having a hardness value of 400 HBW or 589 HV or 54 HRC level. The hardox material provides high hardness for abrasion resistance, has good toughness, ductility and weldability.
Material Specification
Material specification of Hardox is EN 10029, EN 10051.
Hardox 400 equivalent
There are a number of different steel grades that are equivalent to Hardox 400. These include:
Abrazo 400,
Fora 400,
Q345B and
Dillidur 400.
All of these steels offer excellent wear resistance, making them ideal for applications where abrasion is a concern.
Hardox 400 is typically used in construction and mining equipment, as well as in dump trucks and excavators.
It can also be used in a variety of other applications where wear resistance is important.
Chemical and mechanical properties Hardox 400
The chemical and mechanical properties of Hardox 400 material are given in the below Table.
Hardox 400 Chemical Composition (Maximum permitted)
C%
Si%
Mn%
S%
P%
Cr%
Ni%
Mo%
0.32
0.70
1.60
0.010
0.025
2.5
1.5
0.6
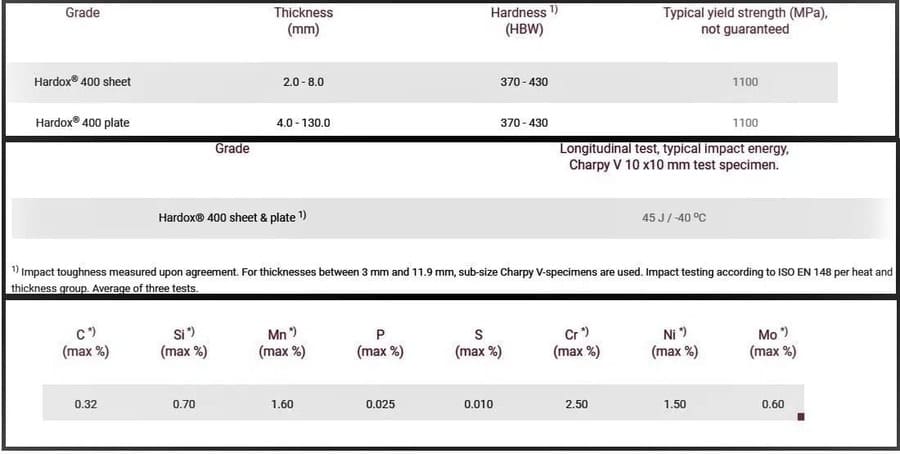
The hardness range for Hardox 400 is 370- 430 HBW for sheet and plates.
The typical yield strength of hardox 400 is 1100 MPa with a toughness requirement of 45 Joules at -40 Deg C.
Carbon Equivalent for Hardox 400 Steel
The CE Value of Hardox 400 is usually dependent on the material thickness.
The CE value increase with the increase in plate thickness. The hardox CE value can be 0.41 to 0.92 as given in the below table.
Hardox Welding Rods for Hardox 400
Hardox welding can be carried out using different welding processes. The most common hardox welding are SMAW, TIG and MIG Welding.
SMAW or stick Welding of Hardox 400 can be done using E7018 or E8018 type electrode.
TIG and MIG welding of Hardox shall be done using ER70S-6 or ER80S-G type consumables.
These low alloy or carbon steel consumables have low hardness thus good to weld hardox to avoid hydrogen cracking during welding.
The final layer or also called the capping layer needs to be deposited using hard metal (Hard facing) which needs to be having similar hardness to Hardox material. Usually, Hard facing is one on the top surfaces for this purpose.
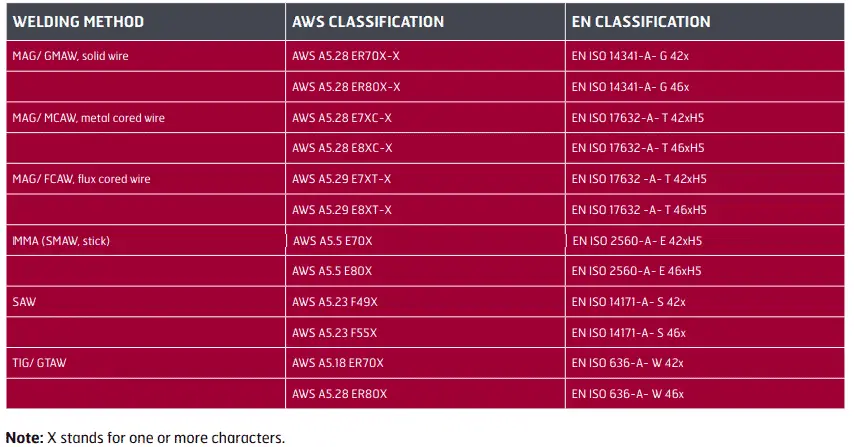
Hardox welding: Welding electrode for hardox 400
The below table gives the summary of welding consumables for Hardox welding.
Welding hardox to mild steel
Welding hardox to mild steel can be done using one of several methods.
Hardox is a wear-resistant material, but it is also brittle. Mild steel is less wear-resistant, but it is tougher. When welding the two materials together, it is important to take into account their different properties.
The first step in welding hardox to mild steel is to prepare the surfaces of both materials.
Carry out the welding of hardox to mild steel using E7018 rod or ER70S-2 TIG-MIG filler wire rod.
Hard Facing consumables for Hardox material
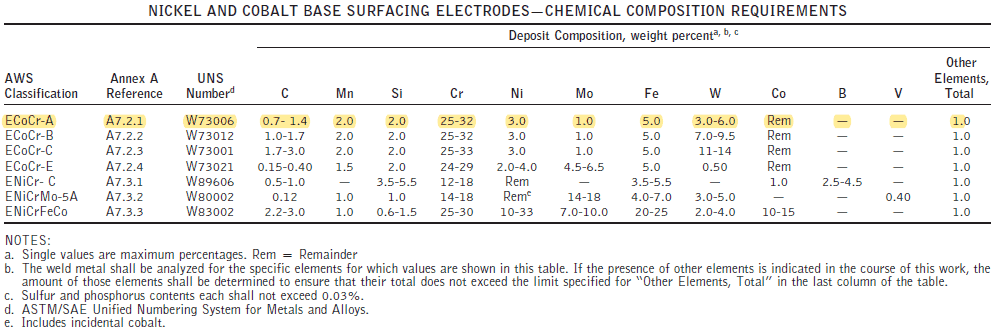
Different types of consumables can be used for hard-facing Hardox materials such as Iron base, Nickel and Cobalt base, and copper base.
A summary of mostly used Nickel and cobalt base consumables is given in the below table.
More details about these consumables can be found in ASME Section IIC, SFA 5.13.
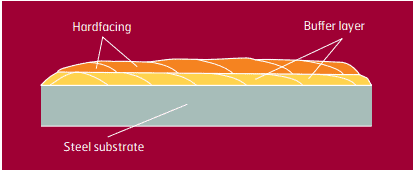
Before depositing the hard-facing weld metal, it is advised to weld a buffer layer of E307 or E309L (SFA 5.4) with SMAW or stick welding.
TIG or MIG welding buffer layer can be deposited using ER307 or ER309L according to SFA 5.9 as shown in the below figure.
The selection of electrodes for hard facing is based on the hardness value required for the weld deposit.
The usual weld hardness of multilayers weld deposits with cobalt-base Stick Welding or SMAW rods are:
1. ECoCr-A 23–47 HRC 2. ECoCr-B 34–47 HRC 3. ECoCr-C 43–58 HRC 4. ECoCr-E 20–32 HRC Hardness values for single layer deposits will be lower because of dilution from the base metal.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.