Welding of AISI 4140 or EN24 is can be difficult depending on the material heat treatment condition. This article covers welding guidelines for successfully welding EN 24 (AISI 4340 material), as well as its dissimilar weldability with carbon steel/ A36 material.
What is EN24 (AISI 4340) material?
EN24 (AISI 4340) is a very high-strength steel alloy that is supplied hardened and tempered.
The steel is having high carbon with added Nickel, Chromium and molybdenum to enhance the heat treatment response.
The added alloying elements provides high tensile strength, good ductility, abrasion resistance and good toughness at low temperature to the material. The alloy can also be used for high temperature applications.
EN 24 also falls under the AISI classification as AISI 4340 which is a Nickel-Chromium-Molybdenum alloy steel having high toughness, high strength, and very good fatigue resistance in heat-treated conditions.
Heat treatment process can enhance the mechanical properties of EN24 or AISI 4340 material to a great extent.
Due to high carbon content and alloying with nickel and chrome, the heat treatment response of EN24 is very good.
Annealing, Q & T, and normalizing heat treatments are used for this material to change the mechanical and chemical response to suit various service conditions.
Due to high carbon content, material also respond very good for surface heat treatments such as flame hardening & case hardening.
Material Specifications
The UNS Number of EN24 or AISI 4340 is UNS G43400. EN24 or AISI 4340 material is unclassified material as per ASME Section IX/ AWS D1.1 and hence does not have a P-Number for it.
The material specifications for technical and delivery conditions for EN 24/ AISI 4340 are listed below for reference:
BS 970:1955 EN24T
BS 970:1991 817M40T
German / DIN 34CrNiMo6
French AFNOR 35NCD6
American AISI / SAE 4340
German Werkstoff No. 1.6582
European Standard EN10277-5
Chemical Properties of EN24 (AISI4340)
EN 24 (AISI 4340) contains carbon from 0.36% to 0.44%, silicon 0.45% to 0.70%, Mo 0.20%- 0.35%, Cr 1.00% to 1.40%, Ni 1.3%- 1.7%.
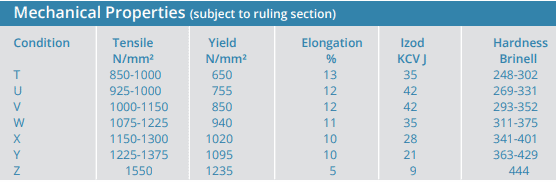
Mechanical Properties of EN24 (AISI4340) material are listed in the below table for reference.
4340 steel weldability
4340 steel is an alloy steel that is known for its high strength and toughness. It also has good weldability, making it a popular choice for many applications.
4340 steel has a high carbon content,. EN 24 or AISI 4340 material if in annealed condition can be welded without much concerns.
For steel in quenched & tempered condition is difficult to weld and welding of such type should be avoided.
Also material having nitriding or flame hardened condition should be avoided due to weldability issues such as cracking in HAZ and weld.
Welding with low-hydrogen electrodes and a preheat from 400 –570ºF (200 – 300º C,) to be maintained during welding. Parts should be slow cooled after welding in glass wool or asbestos cloth blanket.
Welding procedure for EN 24 or AISI 4340 (DIN 34CrNiMo6)
EN 24 or AISI 4340 material if in annealed condition can be welded without much concerns.
For steel in quenched & tempered condition is difficult to weld and welding of such type should be avoided.
Also material having nitriding or flame hardened condition should be avoided due to weldability issues such as cracking in HAZ and weld.
Welding with low-hydrogen electrodes and a preheat from 400 –570ºF (200 – 300º C,) to be maintained during welding. Parts should be slow cooled after welding in glass wool or asbestos cloth blanket.
Welding Electrode for EN24 material
When it comes to welding electrodes for EN24 material, there are two main types that are typically used: E8018-B2 or ER80S-B2.
For strength welding joint, you can use E10018-D2 or ER10018-D2 welding rod.
Welding electrode/ TIG -MIG Filler for EN24/ AISI 4340 (DIN 34CrNiMo6) Welding
Use E8018-B2 or ER80S-B2 when carrying out weld built up or crack repairs. These consumables will have low strength than the actual EN24/ AISI 4340 Q & T material although offer similar metallurgy and crack-resistant weld.
For weld joints that requires strength in E24/ AISI 4340 materials, welding can be carried out using E10018-D2 or ER10018-D2 filler wire.
These consumables match strength but have a high risk of hydrogen cracking thus proper preheating, fully baked low hydrogen electrodes and slow cooling is mandatory.
Welding EN24 (AISI 4340) to mild/carbon steel
Stick welding of EN24 (AISI 4340) to mild steel or carbon steel is carried out using E7018 or E8018-B2 rod. Welding rod shall be baked prior to use.
All low hydrogen stick welding rods must be baked to ensure weld is free from hydrogen cracking.
TIG or MIG-MAG welding of EN24 (AISI 4340) to mild steel or carbon steel is carried out using ER70S-2 or ER80S-B2 type filler wire.
Preheat & Interpass for AISI 4340 (EN24) welding
Preheat must be applied for welding of AISI 4340 (EN24) material. Apply a minimum preheat temperature of 300°F- 400°F (150°C- 200°C).
The interpass temperature shall be a maximum of 400°F ( 200°C). Ensure preheat maintenance until the welding is completed.
In case of weld interruption, apply the preheat again before the start of the welding.
EN24 Heat Treatment Process
EN24 is a popular steel in the automotive and aerospace industries due to its high strength and excellent wear resistance.
The EN24 heat treatment process is critical to achieving these properties.
EN24 Heat Treatment Process: Normalizing
Normalizing heat treatment for EN24: 840-900°C (1545- 1650°F).
EN24 Heat Treatment Process: Hardening
The first step in the EN24 heat treatment process is austenitizing at a temperature of 820-850°C (1500- 1550°F).
The steel is heated to around 850°C, which causes the carbon atoms to dissolved into the austenite crystal structure.
Next, the steel is quenched in oil or water to rapidly cool it down and prevent the formation of martensite.
This helps to preserve the austenitic crystal structure.
EN24 Heat Treatment Process: Tempering
For tempering, EN24 steel is tempered by heating it to a lower temperature, typically around 660°C (1220°F).
This improves the toughness of the steel while still maintaining its high strength and wear resistance. Holding time is kept around 2 hours per inch of thickness.
What is AISI 4340 steel?
AISI 4340 steel is a high strength, low alloy steel known for its toughness and high-strength-to-weight ratio. It is used in a variety of industries, including aerospace, automotive, and oil and gas.
Is AISI 4340 steel suitable for cryogenic applications?
Yes, AISI 4340 steel is suitable for cryogenic applications due to its high strength and toughness at low temperatures.
Can AISI 4340 steel be heat treated?
Yes, AISI 4340 steel can be heat treated to obtain a wide range of mechanical properties. It is typically quenched and tempered to achieve high strength and toughness.
How can I prevent cracking in AISI 4340 steel during welding?
To prevent cracking in AISI 4340 steel during welding, it is important to preheat the steel to a temperature of 400-600°F before welding. This helps to reduce the cooling rate and prevent cracking.
What is EN 24 steel?
EN 24 steel is a high strength alloy steel that is commonly used in the aerospace, automotive, and oil and gas industries. It is also known as AISI 4340 steel.
What are the best welding consumables for EN 24 steel?
The best welding consumables for EN 24 steel are low hydrogen electrodes, such as E7015B2, E7018B2 and ER80S-B2.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.






 Material Properties")

 welding procedure & guidelines")