WPS: A Welding WPS or a welding procedure specification is a written document that gives guidance to the welder/ welding personnel, and welding operator to produce a sound weld that shall meet the minimum required mechanical properties.
“Qualification is generally made to ASME IX, that is used for Welding-Brazing & procedure Qualification or AWS D1.1, Structural welding Code for Steel (Not the sheet metal).”
Contents of a Welding Procedure Specification (WPS)
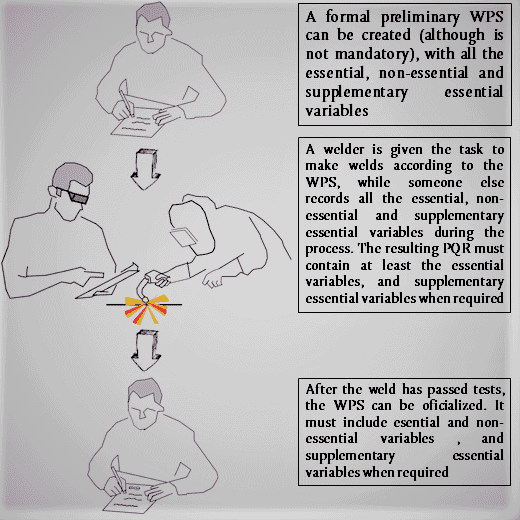
A properly written WPS contains at minimum the specific essential, supplementary, and non-essential parameters for the applicable welding process (It is required as per ASME Section IX to include all these parameters in the WPS, even if they are non-essential but applicable to the required welding process.
Supplementary essential variables must be given in the qualified WPS if the toughness is applicable for the weld joint as required by the construction code or any other standard/ client requirements.
The same rule applies to the PQR. You can find the essential, supplementary essential, and non-essential welding variables for every process (e.g. SMAW, GTAW, GMAW, and so on) in ASME Section IX clause QW250. , unlike PQRs, a WPS shall specify the essential variables, nonessential welding variables, and when called for supplementary essential welding variables for every welding process for that WPS is qualified.
Apart from the above, WPS shall refer to the qualified PQR’s latest revision. as allowed in ASME Section IX, you can use multiple PQR to make one WPS within the conditions stipulated in the code.
Similarly, a PQR will be aided by all actual parameters records such as mechanical test reports, NDT reports, electrode, and base metal MTC as a good engineering practice.
A PQR list the welding variables which actually took place when welding the procedure qualification test coupon. For example, the actual base metal used, current & voltage used, and actual preheat and interpass temperature.
– PQR Definition
Apart from the above, a WPS doesn’t contain a range in parameters as they are used in WPS. Click here and learn about PQR before you go further in this article.
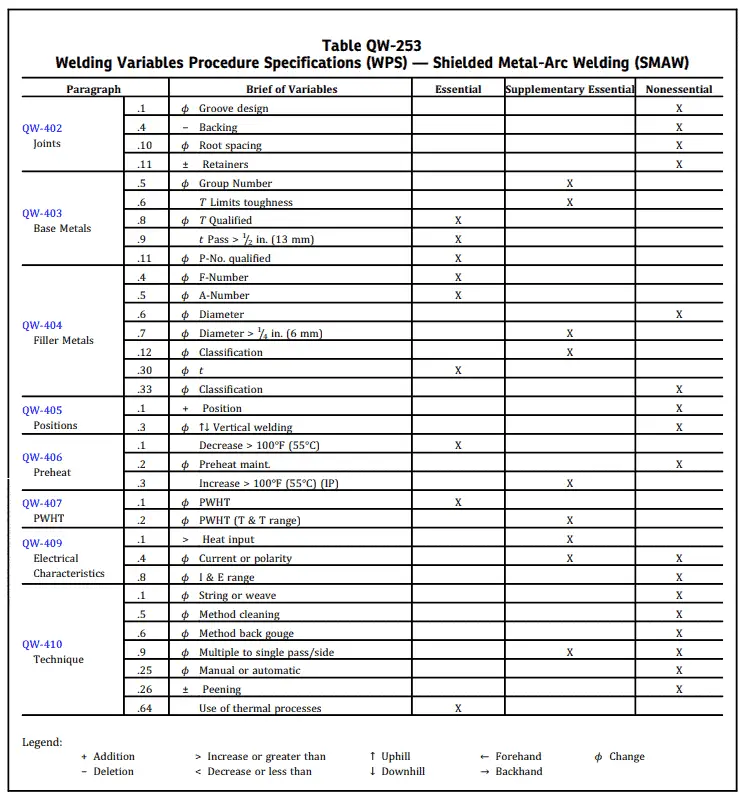
AS per ASME Section IX, a qualified WPS for a welding process shall have at minimum the given essential, non-essential, and supplementary essential variables (If applicable) listed in Table QW-253 for example as given in the below picture. It is required to mention the non-essential variables also in the WPS for each given welding process.
For each welding process, these variables are given in the ASME Section IX, Table QW-252 to QW-257 (Separate table for each welding process).
For example, as given below- Table QW-253 lists the essential variables, nonessential variables, and supplementary essential welding variables for Stick welding or Shielded Metal Arc Welding (SMAW).
How to prepare & qualify a WPS (Steps):
Choose the welding process that is required for the welding job. It can be only one welding process or a combination of two or more processes. After deciding on the welding process, refer to the respective welding process variables as listed in ASME Section IX Table QW-252 to QW-257. Here you will find the welding process-related essential, non-essential and supplementary essential variables which are needed to be checked for PRQ qualification.
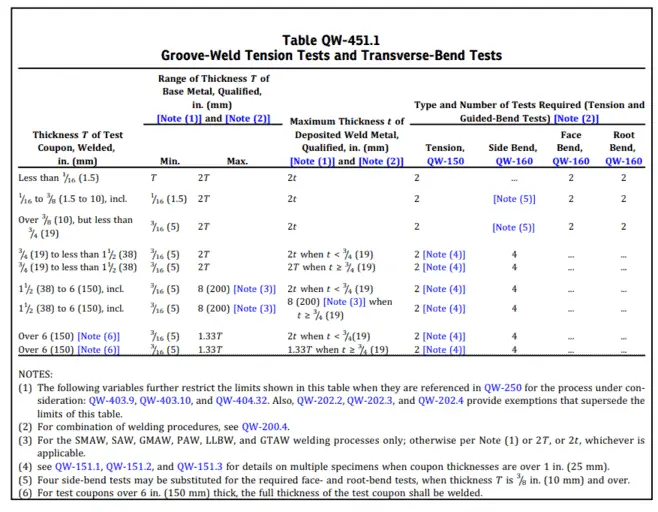
Check the thickness, and material grouping applicable for the production weld joint and choose a thickness for PQR. Refer to Table No. QW-451 for the thickness range qualified based on the material thickness used on PQR. Below is Table QW451 for reference. pWPS is called preliminary WPS or proposed WPS.
Steps for writing a WPS (Continues)
Select the filler wire based on the mechanical properties of the base metal. Filler wire strength is always higher than the base metal. If you are new in this field, use consumable manufacturer handbooks to choose filler wire. These handbooks list the base metals for each welding electrode or wire type, they can be used.
You can take for welding consumable manufacturers handbook for reference welding parameters such as current & voltage etc. for the welding consumable you are planning to use for your PQR qualification.
After welding is completed, the test coupon is tested for visual testing and destructive testing (Tensile and bend tests are the mandatory test as per ASME Section IX). IF the test pass, PQR is qualified.
The tensile test and bend test are the minimum tests required as per ASME Section IX for PQR qualification.
It is to be noted that NDT such as Radiographic testing is not a mandatory requirement for WPS qualification. Although, we do RT to skip any area which may have internal welding defects. These defects can make the test sample such as bend or tensile fail early and our PQR qualification will fail eventually. So, it is better to perform RT before mechanical testing. PQR contains the record of all actual data- such as welding parameters, material thickness, electrode classification, and grade is recorded in the PQR.
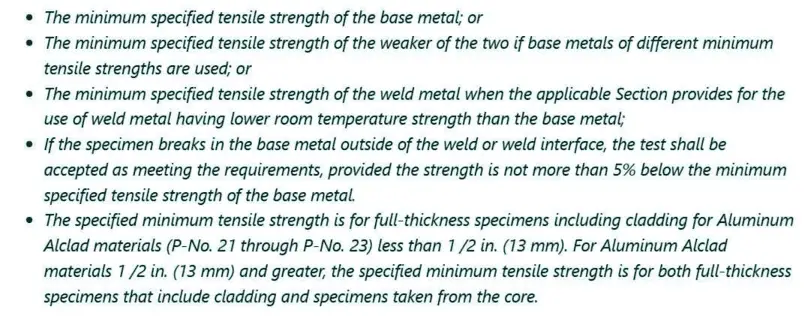
The results of the PQR are reviewed against the minimum required mechanical, hardness, toughness, or any additional testing which is required. Generally, a WPS is deemed to pass if it passes the bend test and meets the below requirements for the tensile test :
To accept the Tension test as per ASME Section IX, the result of tensile strength shall meet the following conditions & tensile strength require to be not less than. This is the tensile test acceptance criteria as per ASME Section IX for WPS-PQR qualification.
All these results are recorded in the PQR and PQR is considered qualified. Now, WPS is made based on the PQR variables, and the range of variables is given as permitted in BPVC ASME Section IX for each variable.
How to combine two WPS/ PQR?
ASME Section IX allows two combined two PQRs to make a single WPS as stated in QW200.4 or multiple WPS can be used for one joint.
Two PQRs having the same essential variables but having a different thickness range qualified can be combined together to make a WPS that can be used for a thickness range that is covered by both WPS.
Other conditions such as mechanical testing scope and other welding variables must be within the range for both the WPS.
ASME Section IX code interpretation IX-83-80 covers this scope. Also, two PQRs of different welding processes can be combined for a weld joint.
For example, one PQR that is only for TIG welding can be used for Root run welding and other PQR using SMAW can be used for fill and cap pass.
A WPS, based on these two PQRs will be applicable for full weld joint conditional that all other welding variables are within the range & PQR’s are tested for the full extent of the job requirements.
Qualification of Dissimilar Base Metal thicknesses
Many times we have cases where we need to make a groove weld of two different thicknesses and as per ASME Section IX, QW-202.4 we can:
The thinner base metal thickness shall be within the range given in WQ-451.
The thickness of the thicker base metal shall be:
For P‐No. 8, P‐No. 41, P‐No. 42, P‐No. 43, P‐No. 44, P‐No. 45, P‐No. 46, P‐No. 49, P‐No. 51, P‐No. 52, P‐No. 53, P‐No. 61, and P‐No. 62 base metal, no limitation pertaining to a maximum thickness of the thicker production member in welds of same P‐Number metals subjected to qualification was made on base material whose thickness is 1/4 in. (6 mm) or more.
For all other P No. materials, the thickness of the thicker member shall be within the range allowed by ASME Section IX QW-451. If qualification is carried out using 11/2 in. (38 mm) or greater then there is no limitation on the maximum thickness of thicker production member.
The question of “When do I need to requalify my WPS?” is not asked that often, but it arises many times.
A welding procedure specification (WPS) is a guide for the welder or its user written in a recommended format by ASME or user-defined to ensure a sound weld deposit.
Welding procedure specification (WPS) generally has a range given for welding parameters (current, voltage, heat input, gas flow rate & welding speed) to accommodate easiness for users.
But any changes beyond these welding parameters range, require requalification of the PQR and hence the revised WPS.
So, when should you requalify a WPS?
The requalification of a WPS is mandatory when there is a violation of the allowed welding parameters range or change in the material beyond which the WPS is qualified.
The requalification could be requested by the client-based specification although it’s not very common.
Generally, any change other than the qualified range permitted for a qualified PQR as per ASME Section IX or AWS D1.1 for example is require requalification of the PQR-WPS.
It may sometimes be possible to just weld additional supplementary test coupons to support existing PQR instead of welding the full PQR test coupons and testing.
How to revise a Welding Procedure Specification (WPS)- PQR?
Many times we need to revise a WPS and it is possible to do so without qualifying a new PQR. A WPS can be revised without welding a new test coupon and requalifying a PQR when there is a change in a non-essential variable.
For example- a WPS is qualified using an ER70S-2 diameter of 1.2 millimeters. and now we need to use diameters of 0.8 mm.
We can simply revise the WPS conditional that other essential variables are within the qualified range by simply revising the WPS with a 0.8 mm wire diameter.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.




 qualification for weld overlay Application")



